


§ 6. УХОД ЗА СТАНКОМ
Срок службы, производительность и точность станка зависят от внимательного и аккуратного ухода за ним.
Чистка станка
Очень важное значение имеет чистка станка от грязи, пыли и стружки. Чистить станок следует тогда, когда он не работает. Хлопчатобумажными концами, смоченными в керосине, смывают со станка грязь, брызги загрязненной смазки и эмульсии, а затем протирают сухими концами. Если на станке производилась обработка чугуна, надо щеткой смести всю стружку, которая накопилась на столе станка и забила пазы стола, затем хорошо продуть сжатым воздухом рабочую поверхность стола. Чистку труднодоступных частей или углов нужно производить кистью или деревянной заостренной палочкой, обернутой тряпкой. Ни в коем случае не разрешается для очистки станка применять металлические предметы и наждачную бумагу.
Перед выходным днем следует протереть тряпкой с керосином весь станок, даже необработанные части его, а затем хорошо смазать, чтобы защитить от ржавления.
После чистки станка все использованные тряпки и концы должны быть сложены в специальный ящик. Особенно надо следить за тем, чтобы тряпки или концы не оставались у движущихся частей станка.
Перед сдачей смены, т. е. перед окончанием работы, рабочий обязан привести рабочее место в порядок, чтобы следующая смена получила станок и рабочее место в полной готовности для выполнения заданной работы.
Смазка станка
Постоянное наблюдение за смазкой трущихся частей станка обеспечивает точную и долговременную его работу.
Необходимо следить за тем, чтобы все масленки, смазочные отверстия и трубочки, подводящие масло к смазочным точкам, не были загрязнены и имели крышки, которые следует закрывать после смазки. В случае потери крышек следует заявить об этом мастеру.
На рис. 29 дана схема смазки универсально-фрезерного станка 6М82 и горизонтально-фрезерного станка 6М82Г.
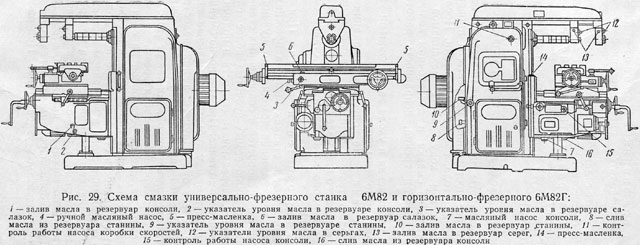
Смазка зубчатых колес (масляным дождем) и подшипников коробки скоростей (нагнетанием смазки) производится автоматически от плунжерного насоса, установленного внутрь станины и приводимого в действие эксцентриком,, расположенным на валу коробки скоростей. Масло заливается в масляный резервуар станины через штуцер 10 до середины маслоуказателя 9. В условиях двухсменной работы масло следует менять не реже 4 раз в год. Слив масла производится через трубку 5. Для контроля за работой насоса смазки коробки скоростей служит струйный маслоуказатель 11. Смазка механизмов коробки подач производится автоматически разбрызгиванием от плунжерного насоса 7,. расположенного в консоли. Для контроля служит маслоуказатель 15. Масло при замене (раз в 3 месяца) заливается через трубку1и сливается через трубку 16. Для проверки уровня масла: служит указатель 2. Смазка стола и салазок производится периодически ручным насосом 4, находящимся на левом торце салазок. Для смазки следует сделать по 8 качаний три раза в смену. Масло заливается раз в неделю в резервуар салазок через отверстие 6. Уровень масла контролируется указателем 3. Смазка подшипников ходового винта продольного хода производится пресс-масленкой 5 один раз в смену. Смазка серег производится масленкой через отверстие 13; контроль осуществляется указателем 12 уровня масла. Смазка направляющих консоли производится пресс-масленкой 14. Для смазки следует применять масло «Индустриальное 30» по ГОСТ 1707—51.
Правила ухода за отдельными узлами станка
До начала работы необходимо тщательно осмотреть станок, удалить все посторонние предметы и проверить вручную все перемещения стола, салазок и консоли. После этого проверить на холостом ходу работу механизмов скоростей и подач, поступление смазки в достаточном количестве к соответствующим местам трения, исправность работы всех механизмов. Правила наблюдения и ухода за отдельными узлами и механизмами станка изложены ниже. Привод станка. Не допускать попадания воды или масла в электродвигатель. Следить за правильным натяжением ремня, соединяющего шкив электродвигателя со шкивом станка. Смазывать регулярно электродвигатель станка согласно указанию инструкции. Коробки скоростей и подач. При переключении скоростей или подач в станках выпуска прежних лет следить, чтобы рычаги переключения доходили до нужного положения. При переключении скоростей в современных станках для облегчения сцепления включаемых зубчатых колес следует нажать кнопку «толчок». Переключать скорости и подачи следует только при выключенном станке. При установке сменных колес необходимо сохранять между зубьями нормальный зазор: при большом зазоре колеса будут шуметь, а при недостаточном будут работать с излишней нагрузкой. Ни в коем случае не следует включать станок под нагрузкой, так как от этого могут сломаться зубья колес и выкрошиться зубья фрезы. Стол станка. Перед установкой на стол станка тисков, зажимного приспособления или заготовки необходимо тщательно очистить поверхность стола. Фрезеровщик должен всегда помнить, что содержание стола в исправном состоянии — основное условие получения необходимой точности при работе. Поэтому нельзя класть на стол, а равно на его направляющие никаких инструментов и посторонних предметов, чтобы они не могли быть причиной забоин, царапин или других повреждений поверхности этих ответственных узлов станка. При работе с продольной подачей надо закреплять (стопорить) консоль и салазки во избежание вибраций (дрожания), которые приводят к дробленой или грубой поверхности обработки и быстрому износу направляющих. При работе с поперечной подачей надо также стопорить консоль. Шпиндель станка. Шпиндель станка должен быть нормально затянут, при вращении не бить; при ослаблении крепления шпинделя сообщить мастеру. Перед установкой оправки или фрезы коническое гнездо шпинделя надо тщательно протереть насухо. Выколачивать оправку или фрезу из шпинделя надо латунным или медным прутком; делать это стальным прутком не рекомендуется, так как от этого портится гнездо шпинделя и разбивается конец оправки или хвостовика фрезы.