


Восстановление координатной системы ЧПУ станка, продолжение работы после аварийной остановки/сбоя станка.
В деятельности любого оператора ЧПУ станка иногда возникают различные нештатные/аварийные ситуации, вследствие которых сбивается работа станка и его координатная система. Часто следствием подобно сбоя является порча заготовки, потеря огромного количества рабочего времени и др.
Ниже перечислены основные причины, возникновения подобных ситуаций, с краткими комментариями.
1) Поломка режущего инструмента в процессе работы. Как правило, во время работы, фреза ломается по трем причинам:
А) Неверно подобранные режимы работы и стратегии движения режущего инструмента. Необходимо всегда очень внимательно относиться к подбору режимов работы ЧПУ станка, особенно на начальном этапе его освоения. Следует всегда начинать с малых подач, постепенно увеличивая скорость работы и наблюдая за поведением режущего инструмента.
Б) Заводской брак.
В) Естественный механический износ фрезы вследствие длительной эксплуатации, или неверно подобранных режимов резания. При правильно подобранных режимах работы большинство фрез работают стабильно и «живут» достаточно долго.
2) Сбой управляющей системы ЧПУ станка. Нужно помнить, что любой компьютер это очень сложная система, требовательная к качеству комплектующих и настройке. Оценить стабильность работы компьютера можно лишь после длительного его использования в качестве источника управления ЧПУ станком и внимательного наблюдения. Компьютер может сбиваться по следующим причинам:
А) Нестабильность работы/брак компонентов входящих в состав компьютера. Всегда очень желательно использовать компьютер по принципу «чем новее, тем лучше». Практически все компоненты ПК подвержены старению. Деградации и частичному выходу из строя со временем. С другой стороны погоня за прибылью и удешевление производства компьютеров негативно сказывается на их качестве и работе. Как правило новые дешевые компьютеры значительно чаще дают сбои и имеют боле высокий процент брака.
Б) Некачественно написанные драйвера для устройств компьютера. Далеко не все производители внимательно относятся к написанию драйверов для материнских плат. Т к многие ЧПУ системы управляются через LPT порт, то от качества написания драйверов для порта зависит его стабильность.
В) Проблемы с настройкой и стабильностью работы ПО. Необходимо помнить о том, что любой ПК управляет станком в режиме реального времени, и любые сторонние процессы могут повлиять на управление станком. Желательна установка свежей, подходящей операционной системы и соответствующая настройка ПО. Любые антивирусные ПО, интернет браузеры и программы способны влиять на процессы происходящие в реальном времени и сбивать работу станка.
Если станок сбивается по причинам перечисленным в пункте «А» и «Б» рекомендуется заменить такой компьютер на заведомо исправный.
3) Неисправность блока управления шаговыми двигателями и драйверов. Очень редкая ситуация. Обычно решается заменой неисправного узла/блока.
4) Пропуск шагов и сбой механики станка. Достаточно редкая ситуация. Станок может сбиваться и пропускать шаги по следующим причинам:
А) Плохо затянуты муфты, передающие крутящий момент с вала шагового двигателя к ШВП по осям. Для ликвидации данной причины достаточно подтянуть или заменить муфту.
Б) Неверные настройки скорости/ускорения станка, рабочей подачи.
В) Люфты узлов и механизмов, появившиеся в процессе эксплуатации.
5) Проблемы со стабильностью электросети. Выключение электроэнергии. Если у вас имеются проблемы со стабильностью электроснабжения, используйте источники бесперебойного питания. Это позволит вам завершить работу в менее аварийном режиме, и при возобновлении подачи электроэнергии относительно безболезненно продолжить работу.
С большинством причин мы разобрались. Далее самый интересный вопрос, если произошла авария/нештатная ситуация, то как же быть? Как восстановить координаты и продолжить работу на станке? Начнем с того, что единого готового решения нет. В каждой конкретной ситуации необходим индивидуальный подход. Умение восстановить координаты и продолжить работу в некотором смысле «искусство», требующее хороших знаний устройства и работы станка, программного обеспечения и др. Всегда нужно помнить, что восстановление координат сопряжено с высоким риском потерять в конечном итоге время и «добить» заготовку. Нужно много думать, анализировать, стараться предусмотреть каждую мелочь. Не лишним будет наличие у вас смекалки и везения. Далее будет вкратце рассказано о наиболее часто возникающих ситуациях и методах восстановления координат.
Для начала желательно разобраться в причинах сбоя, проанализировать их и впоследствии (по возможности) принять меры по их устранению. Оценить вероятность их возникновения при повторном запуске после восстановления координат.
1) Восстановить координаты и продолжить работу станка будет значительно проще, если быть к этому заранее готовым. Например иметь опорную точку по всем осям, координаты которой относительно несложно восстановить, и впоследствии восстановить ноль заготовки опираясь на координаты опорной точки. Предварительно заготовка должна быть установлена на рабочей поверхности станка. Для создания опорной точки по осям «Х» и «У»:
А) Выставить нулевую точку, от которой необходимо начать обработку (изготовление детали). Частично обнулить пользовательскую систему координат, нажав клавиши «Zero X»/ «Zero Y». (Рисунок 1 Рисунок 2 «7»)
Б) Поднять режущий инструмент над заготовкой, переместить его на -10мм по оси Х и -10мм по оси У. (С помощью режима Jog mode*, работа в данном режиме описана ниже).
В) Запустить шпиндель, медленно произвести легкое касание фрезой заготовки в пошаговом режиме. На заготовке появится точка касания фрезой.
Г) В последствии по этим координатам можно будет восстановить положение рабочего инструмента по оси Х и У (Х=-10:У=-10). Для этого достаточно будет «попасть» в эту точку с помощью позиционирования положения рабочего инструмента в ручном режима, и «попав» ввести в поля ввода координаты Х и У (Х=-10:У=-10) (Рисунок 1 Рисунок 2 «8»).
Точность данного метода будет зависеть от точности позиционирования рабочего инструмента над данной точкой. При некоторой сноровке таким способом можно восстановить координаты с точностью до 0,1-0,5мм, в зависимости от станка. Точку касания удобно сделать на заготовке, в области, которая не будет подвержена обработке.
Ось «Z» лучше всего обнулять по поверхности заготовки. Сделать это можно в режиме Jog mode* (перемещение мелкими шагами) следующим образом:
А) Установить режущий инструмент над заготовкой. Положить лист бумаги на заготовку.
Б) Мелкими шагами по 0,1/0,01 мм коснуться листа бумаги фрезой.
В) Нажать клавишу «Zero Z».
2) Самый простой и лучший способ начать работу после восстановления координат – начать выполнение УП сначала. Если координаты восстановлены верно, то режущий инструмент начнет ходить вхолостую по предварительно обработанным местам. Этот способ хорошо работает, если время выполнения вашей УП (G-code) небольшое и составляет 10-90мин.
3) В некоторых ситуациях, при использовании УП, длительность выполнения которых составляет несколько часов или даже суток целесообразно начинать работу с места на котором (приблизительно) была остановлена работа (из-за аварии или по требованию оператора). Корректное начало работы с определенного места УП так же требует некоторой подготовки и внимательности. Тут может быть несколько ситуаций и методов их решения:
Ситуация 1
Вам необходимо плавно завершить работу по окончанию рабочей смены, невозможности оставить станок без присмотра. С последующим продолжением работы на следующий день/смену. Имеется необходимость выключения компьютера и станка. В этой ситуации лучшей последовательностью действий будет:
А) Нажать кнопку «Pause» (Feed hold) (Рисунок 1/Рисунок 2 «2»), для плавной приостановки работы станка. В этот момент необходимо записать строку УП (G-code) на которой была остановлена работа (Рисунок 1/Рисунок 2 «5»), записать пользовательские координаты по всем осям!!!! (Рисунок 1 Рисунок 2 «8»).
Б) Остановить выполнение УП (кнопка «Stop» Рисунок 1/Рисунок 2 «3») . Остановить шпиндель «9». Не перемещаясь по осям завершить работу Mach3.
В) Выключить всю управляющую электронику станка, затем выключить компьютер.
Г) Ни в коем случае не трогать станок до следующего включения!!! Станок сохранит то положение режущего инструмента, в котором мы его оставили.
Для продолжения работы после подобного выключения:
А) Включить компьютер, после полного запуска ОС включить управляющую электронику станка.
Б) Запустить Mach3, в окна ввода пользовательских координат ввести предварительно записанные значения (Рисунок 1 Рисунок 2 «8»).
В) Загрузить G-code (Рисунок 1/Рисунок 2 «4»).
Г) Выбрать номер строки, с которой требуется продолжить работу**(более подробно о выборе строки написано в конце статьи), ввести номер строки в соответствующее окно (Рисунок 1 Рисунок 2 «5»).
Д) Нажать кнопку Run from here (Рисунок 1 Рисунок 2 «6»), Mach 3 произведет расчет УП до данной строчки.
Е) Нажать кнопку «Start» (Рисунок 1/Рисунок 2 «1»). Mach3 выдаст окно, с указанием точки, от которой он начнет работу (Рисунок 6). В данном окне необходимо настроить высоту подъезда к точке продолжения работы*** (более подробно о функции безопасной высоты написано в конце данной статьи). Если все верно, нажимаем «Ок». На данном этапе шпиндель должен быть запущен.
Ж) Нажимаем повторно кнопку «Start», станок должен продолжить работу. Если в последовательности вышеизложенных пунктов не было совершено ошибок – станок корректно продолжит работу.
Ситуация 2
Рабочий инструмент был сломан во время работы. Вам нужно продолжить работу с определенного места. Заготовка при этом не была испорчена. Координатная система не была сбита. Ваши действия:
А) Приостановить выполнение УП, нажатием на кнопку «Pause» (Feed hold) (Рисунок 1/Рисунок 2 «2»).
Б) Поднять режущий инструмент над заготовкой.
В) Остановить выполнение УП (кнопка «Stop» Рисунок 1/Рисунок 2 «3») . Остановить шпиндель.
Г) Произвести замену режущего инструмента.
Д) произвести восстановление координат по оси Z. По оси Х и У координаты в данной ситуации ни в коем случае не трогать!!!
Е) Выбрать номер строки, с которой требуется продолжить работу**.
Ж) Нажать кнопку Run from here (Рисунок 1/Рисунок 2 «6»), Mach 3 произведет расчет УП до данной строчки
З) Нажать кнопку «Start» (Рисунок 1/Рисунок 2 «1»). Mach3 выдаст окно, с указанием точки, от которой он начнет работу (Рисунок 6). В данном окне необходимо настроить высоту подъезда к точке продолжения работы*** (более подробно о функции безопасной высоты написано в конце данной статьи). Если все верно, нажимаем «Ок». На данном этапе шпиндель должен быть запущен.
И) Нажимаем повторно кнопку «Start», станок должен продолжить работу. Если в последовательности вышеизложенных пунктов не было совершено ошибок – станок корректно продолжит работу.
Ситуация 3
Во время работы у вас выключили свет. Заготовка не была повреждена. Здесь примерная последовательность действий следующая:
А) Включить станок и управляющую электронику. Проверить состояние режущего инструмента. По необходимости заменить.
Б) Восстановить координатную систему станка/детали. Если возможности восстановления координат опорной точки не было заложено изначально, то попытаться восстановить координаты заготовки по месту первого врезания в заготовку режущего инструмента.
В) Загрузить G-code (Рисунок 1/Рисунок 2 «4»).
Г) Выбрать номер строки, с которой требуется продолжить работу. В данном случае потребуется найти положение этой точки «на глаз». Лучше начать «несколько заранее» относительно этой строки. (Рисунок 1/Рисунок 2 «5»).
Д) Нажать кнопку Run from here (Рисунок 1/Рисунок 2 «6»), Mach 3 произведет расчет УП до данной строчки.
Е) Нажать кнопку «Start» (Рисунок 1/Рисунок 2 «1»). Mach3 выдаст окно, с указанием точки, от которой он начнет работу (Рисунок 6). В данном окне необходимо настроить высоту подъезда к точке продолжения работы*** (более подробно о функции безопасной высоты написано в конце данной статьи). Если все верно, нажимаем «Ок». На данном этапе шпиндель должен быть запущен.
Ж) Нажимаем повторно кнопку «Start», станок должен продолжить работу. Если в последовательности вышеизложенных пунктов не было совершено ошибок – станок корректно продолжит работу.
Ситуация 4
Во время выполнения длинной УП зависла программа Mach3. К сожалению программа Mach3 при всех своих преимуществах не является идеальной. Иногда случается, что Mach виснет на определенной строке без видимых причин. При этом операционная система работает корректно. В этой ситуации нужно сделать следующее:
А) Записать номер строки и координаты, на которых завис станок. Остановить шпиндель. (Рисунок 1/Рисунок 2 «5», «8»).
Б) Перезапустить компьютер и произвести повторный запуск программы Mach3
В) Запустить Mach3, в окна ввода пользовательских координат ввести предварительно записанные значения (Рисунок 1/Рисунок 2 «5», «8»).
Г) Загрузить G-code (Рисунок 1/Рисунок 2 «4»).
Д) Выбрать номер строки, с которой требуется продолжить работу**. (Рисунок 1/Рисунок 2 «5»).
Е) Нажать кнопку Run from here (Рисунок 1/Рисунок 2 «6»), Mach 3 произведет расчет УП до данной строчки
Ж) Нажать кнопку «Start» (Рисунок 1/Рисунок 2 «1»). Mach3 выдаст окно, с указанием точки, от которой он начнет работу (Рисунок 6). В данном окне необходимо настроить высоту подъезда к точке продолжения работы*** (более подробно о функции безопасной высоты написано в конце данной статьи). Если все верно, нажимаем «Ок». На данном этапе шпиндель должен быть запущен.
З) Нажимаем повторно кнопку «Start», станок должен продолжить работу. Если в последовательности вышеизложенных пунктов не было совершено ошибок – станок корректно продолжит работу.
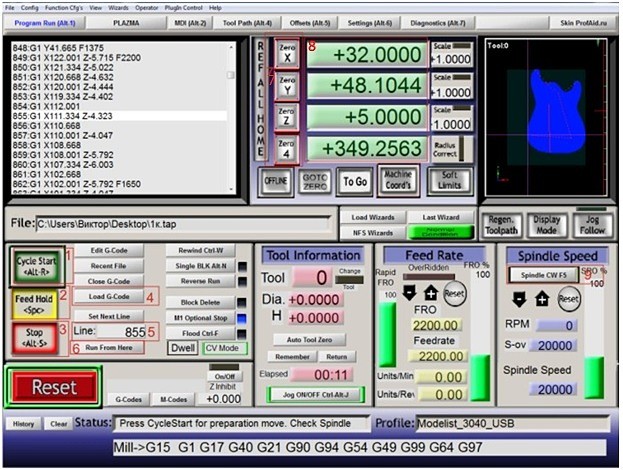
Рисунок 1
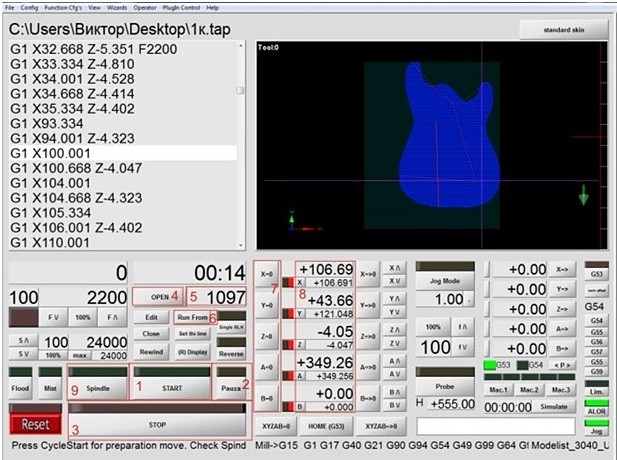
Рисунок 2
Краткое описание к Рисунок 1 и Рисунок 2
1) Кнопка «Start» - запуск в работу управляющей программы (УП).
2) Кнопка «Pause» - плавная остановка выполнения УП, с возможностью ее дальнейшего продолжения после нажатия кнопки «Start».
3) Кнопка «Stop» - Немедленная (аварийная) остановка выполнения УП.
4) Кнопка «Load G-code» - загрузка УП в Mach3
5) Окно отображения текущей строки УП
6) Кнопка «Run from here» - начать со строки.
7) Кнопки обнуления (пользовательских) координат по соответствующим осям.
8) Окна отображения текущих координат по соответствующим осям
9) Кнопка «Запуск шпинделя».
*Режим Jog mode.
Этот режим (функция) полезен для точного позиционирования станка по всем осям. При его активации перемещение станка при разовом нажатии на клавишу движения по оси производится на заданный шаг (1мм/0,1мм и т д).
А) После запуска Mach3 нажать на клавиатуре клавишу TAB. Откроется виртуальный «пульт» управления станком (Рисунок 3).
Б) Режим активируется нажатием на кнопку «Jog mode». При активации данного режима должен загореться индикатор Step (Рисунок 3 «4»).
В) Нажатием на кнопку Cycle jog step (Рисунок 3 «2») выбираем необходимый шаг разового перемещения (Рисунок 3 «3»), или вводим необходимый шаг перемещения в поле ввода вручную.
Г) Скорость ручных перемещений (мм/мин) необходимо ввести в окне «Feed Rate» (Рисунок 4 «5»). Лучше всего ввести значение в пределах 500-1000 мм/мин.

Рисунок 3
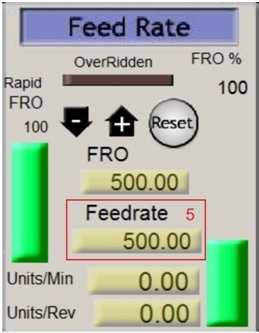
Рисунок 4
**Выбор строки, с которой необходимо продолжить работу.
Строку, с которой необходимо продолжить работу можно выбрать двумя способами:
А) Ввести номер необходимой строки в окно Line (Рисунок 1/Рисунок 2 «5»).
Б) Выбрать строку вручную в окне отображения выполнения УП (Рисунок 5) (G-code).
Окно отображения УП (G-code) является интерактивным. Прокручивание кода возможно с помощью специальной полосы прокрутки или колеса мыши. Двойным кликом левой кнопки мыши можно включить отображения номера каждой строки. Строку для продолжения работы желательно выбрать несколько заранее, относительно места, на котором была остановлена работа (сбился станок). Если ваша УП создана с использованием различных операций и разных траекторий для их выполнения (обработка по контуру, фрезеровка, сверление внутри одной УП) лучше всего найти строку начала ближайшего этапа. Обычно в подобной строке прописано положительное положение по оси «Z» на безопасной высоте и скорость подачи. С командами G-coda можно ознакомиться в соответствующих статьях. 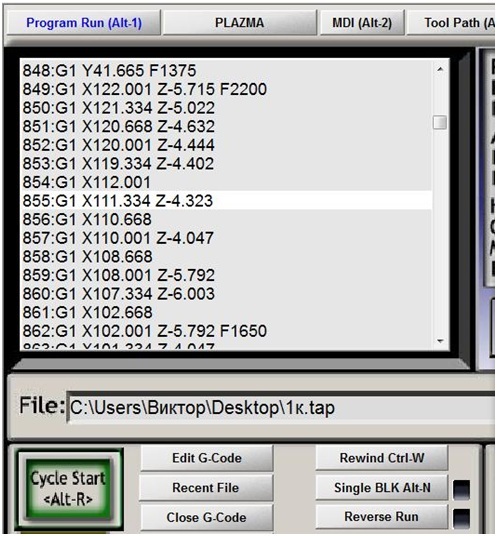
Рисунок 5
***Безопасная высота.
Безопасная высота – это высота по оси Z на которой станок подъезжает к месту продолжения работы, при использовании функции «Run from here» (Рисунок 6). В строке «Rapid Height» необходимо ввести значение высоты подъезда. Рекомендуемое значение – 5-15мм в зависимости от ситуации. Дополнительно рекомендуется установить галочку «Start spindle» для автоматического запуска шпинделя перед продолжением работы. (данная функция работает при наличии подключения запуска шпинделя из Mach3. В остальных случаях шпиндель запускается вручную с частотного преобразователя)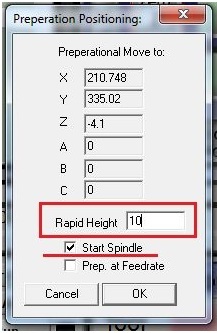
Рисунок 6
Способы продолжения работы на станке описанные выше не являются единственно возможными. Все изложенное в данной статье справедливо для станков под управлением программы Mach3. Статья носит исключительно ознакомительный характер. Авторы не несут ответственности за порчу заготовок, режущего инструмента, станка и др имущества в ходе выполнения действий описанных выше.
Установка нулевой точки на фрезерном станке с ЧПУ
Обнуление координат для станков с поворотной осью и токарных ЧПУ станков