


раздел первый
ЭЛЕМЕНТАРНЫЕ СВЕДЕНИЯ О ФРЕЗЕРНОМ ДЕЛЕ
Глава I
ОСНОВНЫЕ СВЕДЕНИЯ О ФРЕЗЕРОВАНИИ
§ 1. ПОНЯТИЕ О ПРОЦЕССЕ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Основные способы обработки
В машиностроении применяют много различных материалов — сплавы из черных и цветных металлов, пластмассы, дерево и т. д. Деталям из этих (материалов в зависимости от их назначения необходимо придать требуемую форму и размеры. Форма и размеры могут быть получены в процессе обработки. Все способы обработки можно разделить на два; а) обработка без снятия стружки, т. е. получение детали требуемой формы и размеров при помощи литья, ковки, горячей и холодной штамповки, прессования; б) обработка со снятием стружки, т. е. получение деталей требуемой формы, размеров и чистоты поверхности путем резания металла режущими инструментами на токарных, фрезерных, строгальных, сверлильных и других станках. Обработкой без снятия стружки часто получают заготовки, поступающие на металлорежущие станки для дальнейшей механической обработки резанием, где получаются уже готовые детали. Заготовки должны иметь припуск, т. е. слой материала, который срезают при механической обработке.
Механическая обработка резанием
При механической обработке резанием изменение формы и размеров заготовки достигается удалением припуска на обработку при помощи режущих инструментов. Режущие инструменты отличаются друг от друга по конструкции в зависимости от вида обработки. Обычной формы токарный или строгальный резец является прообразом многих режущих инструментов, так как они получились из резца путем увеличения количества режущих поверхностей, изменения профиля режущей части резца или основных его углов. Принцип работы для большей части режущих инструментов совершенно одинаковый.
Простейший резец и его работа
Режущая часть каждого инструмента по форме представляет клин (рис. 1). Под действием приложенной к режущему инструменту силы острие клина углубляется в обрабатываемый материал, Нарушает сцепление его частиц и сдвигает отделяемый слой в сторону.

Чем меньше угол, образованный сторонами клина, т. е. чем острее клин, тем меньшее усилие требуется для его врезания в материал. Из рис. 2, а видно, что для врезания клина с меньшим, т. е. более острым, углом требуется меньшая сила Р, чем для клина с большим углом (рис. 2, б). Угол, образованный сторонами клина, называют углом заостренияи обозначают греческой буквой β(бэта).
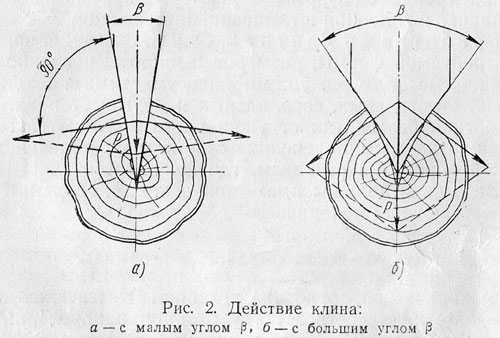
Обозначение режущих углов инструмента буквами греческого алфавита установлено в СССР общесоюзным стандартом и применяется в большинстве промышленных стран мира. Из этого же рис. 2 видно, что сила, нормальная (перпендикулярная) к режущей поверхности клина, больше в случае резания клином с меньшим углом β, чем в случае резания клином с большим углом β. Вместе с тем, если резать твердый материал инструментом с малым углом заострения β, то тонкое лезвие может оказаться недостаточно прочным и выкрошится или сломается. Поэтому в зависимости от твердости подлежащих резанию материалов назначают соответствующий угол заострения клина. Под действием приложенной силы острие клина углубляется в материал. На рис. 3, а показан простейший резец, (врезающийся в заготовку для снятия припуска толщиной t.
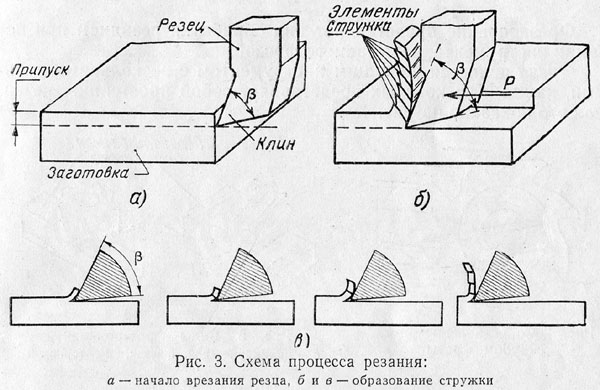
Режущая часть резца сделана в виде клина с углом заострения β. Рис. 3, б дает представление о процессе образования стружки при резании, который протекает следующим образом. Под влиянием силы Р резец, продвигаясь вперед передней поверхностью, сожмет слой срезаемого материала и, врезаясь дальше, несколько отогнет его кверху; двигаясь еще дальше, резец, преодолевая внутренние силы оцепления частичек материала, надломит частицу его и отведет ее кверху. Образовавшуюся частицу называют элементом стружки. Резец, продвигаясь дальше, будет снова сжимать, а затем отламывать и отводить вверх следующие элементы стружки и, таким образом, снимать слой материала на глубину t. >На рис. 3, в показаны различные моменты врезания резца и образования стружки.