


Страница 14 из 31
Глава V
ПРОСТЕЙШИЕ ПРИСПОСОБЛЕНИЯ ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВОК
Устанавливаемая на фрезерный станок заготовка должна занимать определенное положение по отношению к фрезе. От установки заготовки зависят прежде всего точность обработки и взаимное расположение обработанных поверхностей. Кроме того, заготовка должна быть прочно и надежно закреплена. Следует помнить, что при фрезеровании зуб фрезы давит на заготовку и отжимает ее. В отдельных случаях фреза может подхватить заготовку, вследствие чего могут поломаться зубья фрезы, а иногда возможен несчастный случай с работающим. Неточность, небрежность и неправильность установки часто ведут к браку. В простейшем случае заготовку закрепляют непосредственно на столе станка. Это возможно тогда, когда заготовка имеет хорошую опорную поверхность. При правильном закреплении заготовка должна плотно соприкасаться с плоскостью стола опорной поверхностью. Стол станка имеет обычно три продольных паза, в которые заводят крепежные болты. Для крепления заготовки к столу пользуются прихватами, которые прижимают болтами. Заготовки круглого сечения устанавливают и закрепляют в призмах, которые в свою очередь крепят к столу станка болтами. В инструментальном деле (при изготовлении метчиков, разверток, концевых фрез) закрепляют заготовку между центрами делительной головки и задней бабки. Часто заготовку закрепляют в самом шпинделе делительной головки. Применяют также закрепление в патроне, который надевают на шпиндель делительной головки. Широко распространенным способом крепления заготовки является зажим в машинных тисках. Такое крепление встречается во многих случаях фрезерной обработки. Когда же необходимо фрезеровать одинаковые заготовки в больших количествах, применяют специальные фрезерные приспособления, обеспечивающие большую точность установки и обработки, а также снижающие время на установку и зажим заготовок.§ 13. ЗАКРЕПЛЕНИЕ ЗАГОТОВОК НА СТОЛЕ СТАНКА
Приспособления для закрепления
Для закрепления заготовки непосредственно на столе станка пользуются прихватами с болтам и прижимами. На рис. 60 показаны различные типы прихватов. Прихват I является самым распространенным. Отверстие 1 для болта сделано продолговатым, что дает возможность передвигать прихват относительно закрепляемой заготовки. Такие отверстия сделаны у всех прихватов, показанных на рис. 60. Винт 2 у прихвата II служит вместо подкладки под прихват. Выступ 3 у прихвата III, а также выступ 5 у прихвата IV дают возможность пользоваться прихватами без подкладок. Уступом 4 прихват III ложится на деталь. У прихвата IV снята фаска 6, чтобы он не мешал работе фрезы при обработке соответствующих поверхностей заготовок.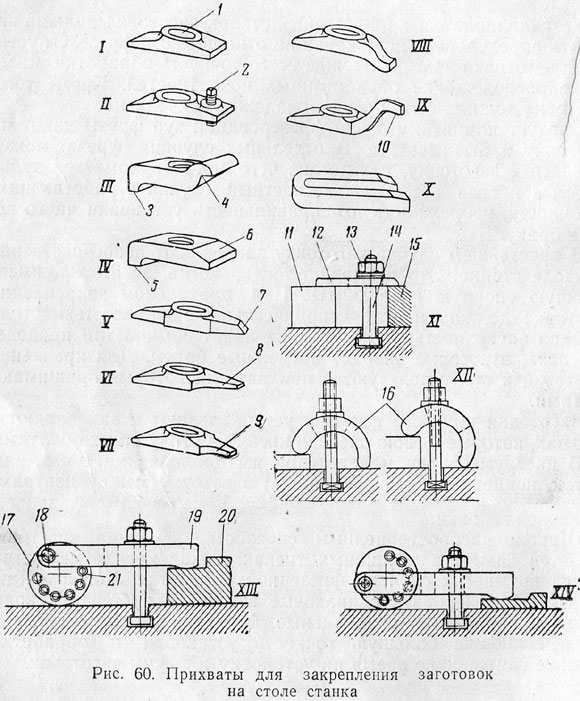
Правила закрепления заготовок на столе станка
Несмотря на то что крепление заготовки на столе фрезерного станка является простейшим случаем, оно требует опыта. При закреплении на столе с помощью прихватов необходимо запомнить ряд основных правил: 1) болт, крепящий прихват, необходимо устанавливать возможно ближе к заготовке, для чего надо применять прихваты с продолговатыми отверстиями; 2) прихват должен опираться на подкладку одинаковой высоты с заготовкой; 3) конец прихвата, опирающийся на заготовку, не должен находиться над ее частью, которая не лежит плотно на столе;4) грубое фрезерование заготовки следует производить при сильно затянутых болтах, а при чистовом фрезеровании гайки прижимных болтов следует слегка ослабить.