


раздел первый
ЭЛЕМЕНТАРНЫЕ СВЕДЕНИЯ О ФРЕЗЕРНОМ ДЕЛЕ
Глава I
ОСНОВНЫЕ СВЕДЕНИЯ О ФРЕЗЕРОВАНИИ
§ 1. ПОНЯТИЕ О ПРОЦЕССЕ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Основные способы обработки
В машиностроении применяют много различных материалов — сплавы из черных и цветных металлов, пластмассы, дерево и т. д. Деталям из этих (материалов в зависимости от их назначения необходимо придать требуемую форму и размеры. Форма и размеры могут быть получены в процессе обработки. Все способы обработки можно разделить на два; а) обработка без снятия стружки, т. е. получение детали требуемой формы и размеров при помощи литья, ковки, горячей и холодной штамповки, прессования; б) обработка со снятием стружки, т. е. получение деталей требуемой формы, размеров и чистоты поверхности путем резания металла режущими инструментами на токарных, фрезерных, строгальных, сверлильных и других станках. Обработкой без снятия стружки часто получают заготовки, поступающие на металлорежущие станки для дальнейшей механической обработки резанием, где получаются уже готовые детали. Заготовки должны иметь припуск, т. е. слой материала, который срезают при механической обработке.
Механическая обработка резанием
При механической обработке резанием изменение формы и размеров заготовки достигается удалением припуска на обработку при помощи режущих инструментов. Режущие инструменты отличаются друг от друга по конструкции в зависимости от вида обработки. Обычной формы токарный или строгальный резец является прообразом многих режущих инструментов, так как они получились из резца путем увеличения количества режущих поверхностей, изменения профиля режущей части резца или основных его углов. Принцип работы для большей части режущих инструментов совершенно одинаковый.
Простейший резец и его работа
Режущая часть каждого инструмента по форме представляет клин (рис. 1). Под действием приложенной к режущему инструменту силы острие клина углубляется в обрабатываемый материал, Нарушает сцепление его частиц и сдвигает отделяемый слой в сторону.

Чем меньше угол, образованный сторонами клина, т. е. чем острее клин, тем меньшее усилие требуется для его врезания в материал. Из рис. 2, а видно, что для врезания клина с меньшим, т. е. более острым, углом требуется меньшая сила Р, чем для клина с большим углом (рис. 2, б). Угол, образованный сторонами клина, называют углом заостренияи обозначают греческой буквой β(бэта).
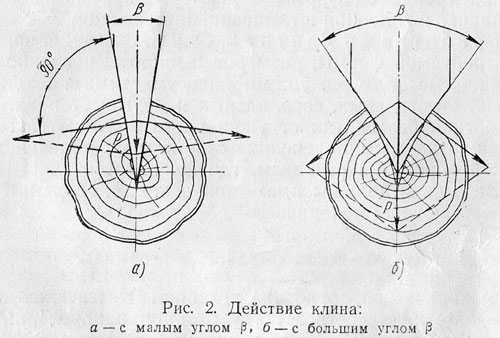
Обозначение режущих углов инструмента буквами греческого алфавита установлено в СССР общесоюзным стандартом и применяется в большинстве промышленных стран мира. Из этого же рис. 2 видно, что сила, нормальная (перпендикулярная) к режущей поверхности клина, больше в случае резания клином с меньшим углом β, чем в случае резания клином с большим углом β. Вместе с тем, если резать твердый материал инструментом с малым углом заострения β, то тонкое лезвие может оказаться недостаточно прочным и выкрошится или сломается. Поэтому в зависимости от твердости подлежащих резанию материалов назначают соответствующий угол заострения клина. Под действием приложенной силы острие клина углубляется в материал. На рис. 3, а показан простейший резец, (врезающийся в заготовку для снятия припуска толщиной t.
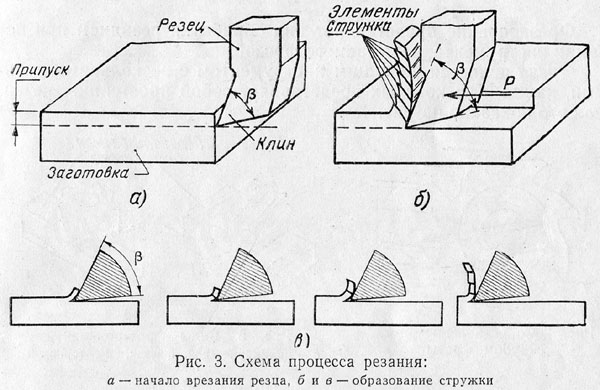
Режущая часть резца сделана в виде клина с углом заострения β. Рис. 3, б дает представление о процессе образования стружки при резании, который протекает следующим образом. Под влиянием силы Р резец, продвигаясь вперед передней поверхностью, сожмет слой срезаемого материала и, врезаясь дальше, несколько отогнет его кверху; двигаясь еще дальше, резец, преодолевая внутренние силы оцепления частичек материала, надломит частицу его и отведет ее кверху. Образовавшуюся частицу называют элементом стружки. Резец, продвигаясь дальше, будет снова сжимать, а затем отламывать и отводить вверх следующие элементы стружки и, таким образом, снимать слой материала на глубину t. >На рис. 3, в показаны различные моменты врезания резца и образования стружки.
§ 2. ПОНЯТИЕ О ФРЕЗЕРОВАНИИ
Общие определения
Фрезерование представляет вид обработки резанием при помощи инструмента, называемого фрезой. Фреза является режущим инструментом с несколькими зубьями, каждый из которых представляет собой простейший резец, как это показано на рис. 4.
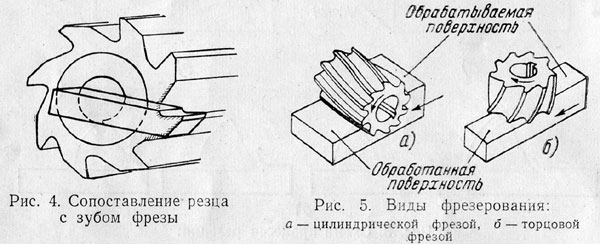
Фреза при вращении врезается зубьями в надвигающуюся на нее заготовку и каждым зубом срезает с ее поверхности стружку. После окончания прохода фреза снимет с обрабатываемой поверхности заготовки слой металла. Поверхность, полученная после прохода фрезы, называется обработанной поверхностью. Поверхность, образуемая на обрабатываемой заготовке непосредственно режущей кромкой фрезы, называется поверхностью резания. В зависимости от расположения оси фрезы относительно обрабатываемой поверхности различают фрезерование цилиндрической фрезой (рис. 5, а) и торцовой фрезой (рис. 5, б). Как видно из рис. 5, фреза вращается вокруг ее оси, а заготовка поступательно движется либо параллельно горизонтальной оси (рис. 5, а), либо перпендикулярно вертикальной оси (рис. 5, б) фрезы.
Вращательное движение фрезы называется главным движением, а поступательное движение заготовки — движением подачи. Оба эти движения должны осуществляться фрезерным станком. Главное движение, т. е. вращение фрезы, определяется числом оборотов шпинделя станка в минуту, подача определяется величиной (минутного перемещения стола станка с закрепленной на нем заготовкой относительно фрезы.
Основные виды фрезерных работ
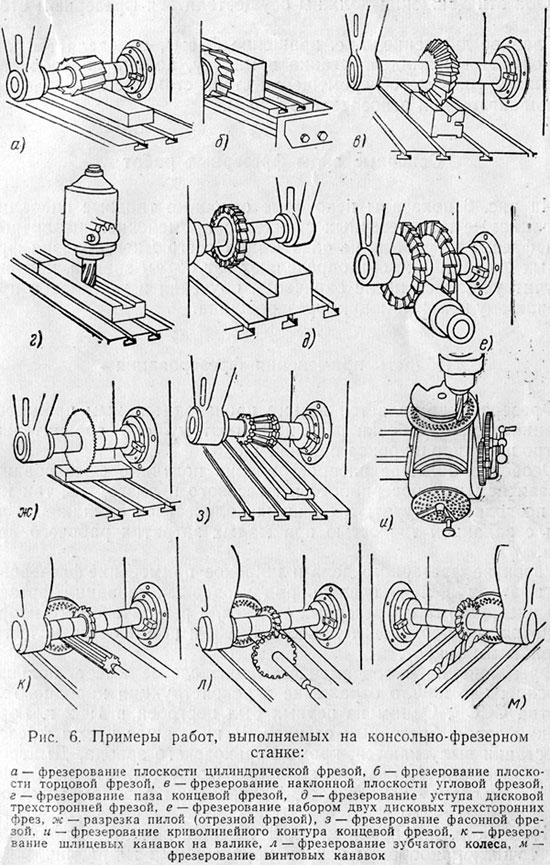
На рис. 6 показаны некоторые основные типовые операции, выполняемые на фрезерных станках с применением различного типа фрез. Эти работы не охватывают всего многообразия фрезерных операций, но они определяют тот объем знаний, который получит учащийся после окончания обучения в училище и присвоения ему квалификации фрезеровщика.
Область применения фрезерования
Фрезерование является весьма производительным процессом механической обработки резанием, поэтому оно сравнительно быстро получило широкое применение. Особенно большое распространение получило фрезерование с развитием крупносерийного и массового производств, так как оно позволяет получать в больших количествах одинаковые детали с заданной точностью при малых затратах рабочего времени. Развитие фрезерного дела и широкое применение фрезерования вызвали в свою очередь ряд усовершенствований фрезерного инструмента и фрезерных станков, в результате чего непрерывно растет производительность труда и повышается качество выполняемых работ. Фрезерование в современном производстве имеет большое значение: оно нашло отражение в реконструкции народного хозяйства СССР. Одним из первых был построен в 1932 г. Горьковский завод фрезерных станков. В настоящее время фрезерные станки выпускаются, кроме Горьковского завода, Дмитровским, Одесским, Львовским заводами фрезерных станков, заводом «Жальгирис» в Вильнюсе, Ульяновским заводом тяжелого станкостроения и др. Нет ни одной отрасли машиностроения, начиная с производства точных приборов и кончая крупнейшими гидравлическими турбинами, где бы при изготовлении деталей не применялось фрезерование.
Глава II
ФРЕЗЕРНЫЙ СТАНОК И ЕГО УЗЛЫ
§ 3. ТИПЫ ФРЕЗЕРНЫХ СТАНКОВ
На фрезерных станках можно обрабатывать плоские или фасонные поверхности, нарезать резьбу, шлицы, зубья, производить сверлильные и расточные работы. Фрезерные станки составляют значительную часть парка металлорежущих станков в СССР — около 10% (до 180 000 станков); к 1965 г. предусмотрено увеличение парка фрезерных станков до 12,7% . Из всех фрезерных станков наибольшее распространение получили станки для обработки плоских и криволинейных поверхностей: консольно-фрезерные, бесконсольно-фрезерные, продольно-фрезерные и копировально-фрезерные. Из станков для других видов фрезерной обработки получили распространение зубофрезерные, резьбофрезерные, шлицефрезерные и шпоночно-фрезерные. В массовом производстве применяют главным образом многошпиндельные продольно-фрезерные станки и станки непрерывного действия — карусельно-фрезерные и барабанно-фрезерные. Пополнение парка фрезерных станков осуществляется за счет современных моделей, выпускаемых отечественными станкостроительными заводами.
Консольно-фрезерные станки
Это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), перемещающегося по вертикальным направляющим станины станка и служащего опорой для горизонтальных перемещений стола. Простейшим и наиболее распространенным типом оборудования, применяемого для фрезерных работ, является горизонтально-фрезерный станок. На рис. 7 показан горизонтально-фрезерный станок производства Горьковского завода фрезерных станков. Горизонтально-фрезерные станки предназначены для работы цилиндрическими и дисковыми фрезами, но они могут работать и торцовыми фрезами.
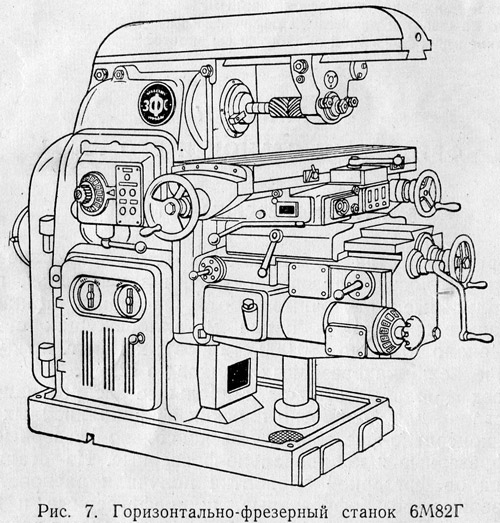
Шпиндель горизонтально-фрезерного станка, на котором крепится инструмент, вращается вокруг горизонтальной оси. Он получает вращение через коробку скоростей от электродвигателя. Стол горизонтально-фрезерного станка имеет три направления движения: (продольное, поперечное и вертикальное. Эти перемещения стола, или его подачи, могут осуществляться вручную при помощи рукояток или механически от привода станка.
универсальными горизонтально-фрезерными, или, сокращенно, универсально-фрезернымистанками. На рис. 8 показан станок такого типа. Стол станка может быть повернут по круговым направляющим на верхней части салазок на 45° в каждую сторону и после установки на заданный угол по шкале 1 закрепляется винтом. Кроме возможности поворота стола, универсально-фрезерный станок ничем не отличается от горизонтального.
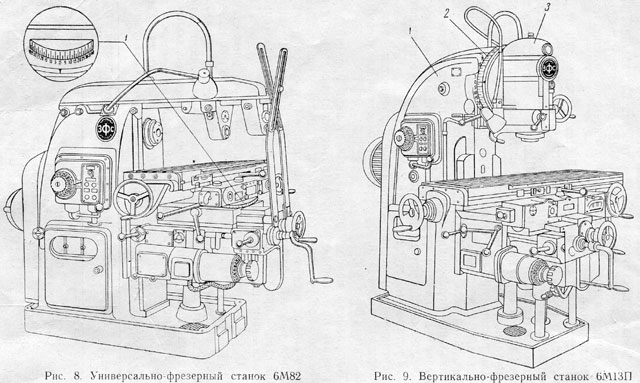
Показанный на рис. 9 фрезерный станок отличается от рассмотренного горизонтально-фрезерного станка только устройством верхней части станины, все же остальные узлы станка одинаковы (сравните рис. 9 и 7). Шпиндель этого станка вращается вокруг вертикальной оси. Такого типа станки называют вертикально-фрезерными. >Для расширения возможностей использования новые модели вертикально-фрезерных станков изготовляют с поворотной шпиндельной головкой 3. Она может (быть установлена как в вертикальном положении, так и под углом к плоскости стола. Это особенно удобно при фрезеровании наклонных поверхностей. Необходимый поворот шпиндельной головки 3 относительно станины 1 устанавливается по шкале 2. Вертикально-фрезерные станки предназначаются для работы торцовыми фрезами, фрезерными головками, концевыми и шпоночными фрезами. Типоразмеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальное универсальное и вертикальное выполнение при одной и той же величине рабочей поверхности стола. Сочетание разных выполнений станка при одинаковой основной размерной характеристике стола называют размерной гаммой станков. В СССР освоено производство консольно-фрезерных станков пяти размеров: № 0; № 1; № 2; № 3 и № 4, причем по каждому размеру выпускается полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имеет в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола. В зависимости от размера рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
| Размер | Гамма станков | размеры стола, мм |
| 0 1-й 2-й 3-й 4-й |
6П80Г, 6П80,6П10 6Н81Г, 6Н81, 6Н11 6М82Г, 6М82, 6М12П 6М83Г, 6М83, 6М13П, 6М84Г, 6М84, 6М14П |
200 X 800 250 X 1000 320 X 1250 400 X 1600 500 X 2000 |
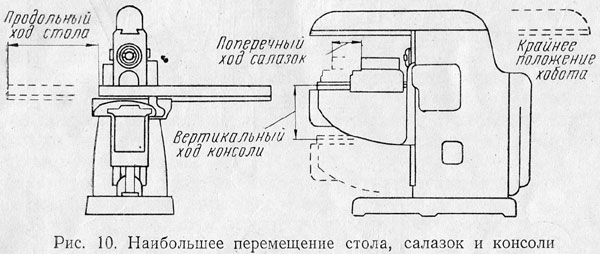
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях. На рис. 10 графически показаны наибольшие перемещения стола, салазок и консоли.
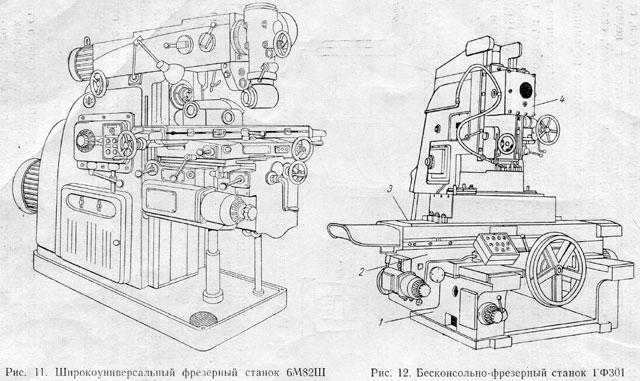
На базе основных моделей консольно-фрезерных станков выпускают модификации, позволяющие расширить области применения станков данной гаммы. Так, на базе вертикально-фрезерных станков 6М12П и 6М13П выпускают станки 6М12ПБ и 6М13ПБ, имеющие большие скорости вращения шпинделя (быстроходная модификация), что позволяет применять эти станки для обработки легких сплавов. На базе универсально-фрезерных станков выпускаются их модификации, имеющие добавочную вертикальную головку. Широкоуниверсалыный фрезерный станок 6М82Ш (рис. 11) является модификацией горизонтально-фрезерного станка 6М82Г. Он имеет два шпинделя, из которых один горизонтальный, как у станка 6М82Г, второй расположен в поворотной головке и может быть установлен под углом ±90° в продольной плоскости стола и под углом ±45° в поперечной плоскости стола. На широко-универсальных станках могут выполняться самые разнообразные фрезерные операции, а также сверление, растачивание отверстий, подрезание торцов в разных плоскостях заготовки с одной ее установки.
Бесконсольно-фрезерные станки
Консоль является наиболее слабым узлом фрезерного станка по жесткости, поэтому для скоростной обработки больших и тяжелых деталей применяют фрезерные станки без консоли, так называемые бесконсольно-фрезерные станки; однако такие станки менее универсальные, чем консольные. На рис. 12 показан бесконсольный вертикально-фрезерный станок производства Горьковского завода фрезерных станков. Стол 3 станка имеет продольное перемещение вдоль горизонтальных направляющих салазок 2, которые имеют поперечное перемещение по направляющим станины 1. Таким образом, стол бесконсольно-фрезерных станков имеет только горизонтальное перемещение в продольном и поперечном направлениях (крестовый стол). Вертикальное перемещение получает шпиндельная головка 4 по вертикальным направляющим стойки.
Продольно-фрезерные станки
Горизонтально-фрезерные станки изготовляют разных размеров, так как по мере увеличения размера обрабатываемых заготовок требуются фрезерные станки с большими размерами рабочего стола. У станков большого размера производить подъем и опускание консоли стола становится неудобным, поэтому у этих станков подъемные консольные столы заменяют столами, имеющими только продольное перемещение. Такие станки называют продольно-фрезерными. Продольно-фрезерные станки предназначаются для обработки поверхностей крупных заготовок.
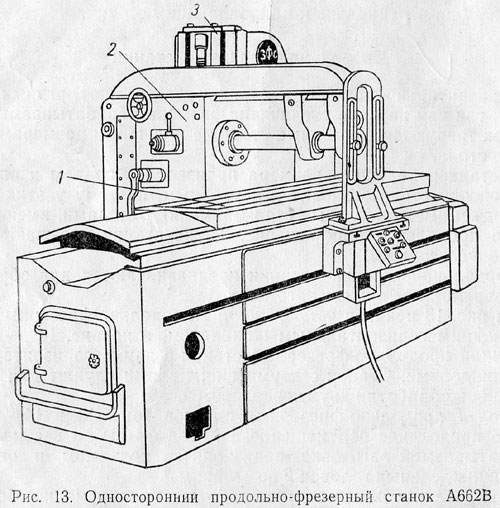
На рис. 13 показан односторонний продольно-фрезерный станок с одним горизонтальным шпинделем, а на рис. 14 — двухстороннийпродольно-фрезерный станок с двумя горизонтальными шпинделями. Станок с двумя шпинделями служит для одновременной обработки двух поверхностей.
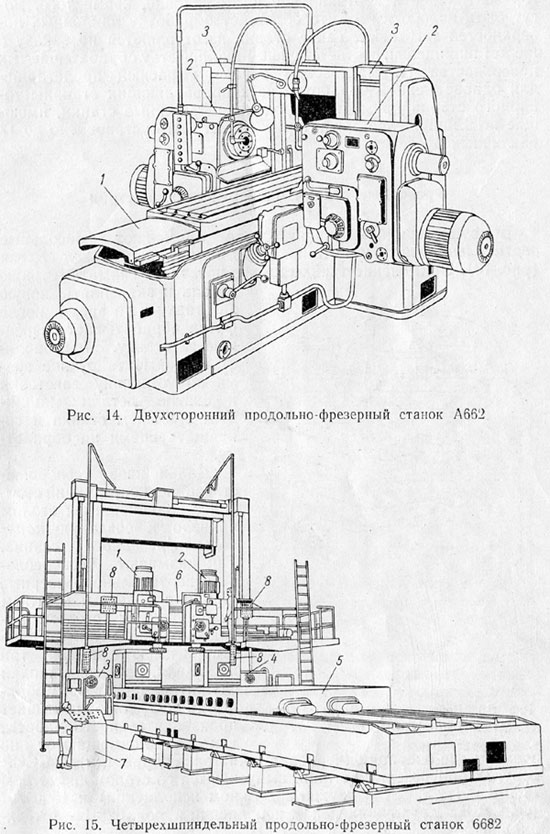
Стол 1 продольно-фрезерных станков (рис. 13 и 14) имеет только продольное перемещение. Подвод фрезы по вертикали к обрабатываемой заготовке производится подъемом и опусканием шпиндельных головок 2 по стойкам 3. В случае необходимости обработки одновременно больше двух поверхностей применяют многошпиндельныепродольно-фрезерные станки, имеющие, кроме горизонтальных, также вертикальные шпиндели. На рис. 15 показан четырехшпиндельный продольно-фрезерный станок со столам 3,6X12 м, предназначенный для обработки с трех сторон четырех поверхностей крупногабаритных заготовок весом до 120 т, длиной до 12 м, шириной и высотой до 3,6 м. Станок имеет четыре поворотные шпиндельные головки: две вертикальные 1 и 2, расположенные на траверсе (поперечине) 6, и две горизонтальные 3 и 4, расположенные на боковых стойках. Стол 5 станка имеет только продольное перемещение. Вертикальную установку шпиндельных головок 1 и 2 производят перемещением траверсы 6 по стойкам станка, а поперечную (боковую) установку — перемещением самих головок вдоль траверсы 6. Вертикальную установку шпиндельных головок 3 и 4 производят перемещением их по стойкам станка. Управление станком осуществляется с центрального пульта 7. Необходимое число оборотов каждого шпинделя устанавливают с помощью рукояток, расположенных на каждой шпиндельной головке. Для включения и выключения вращения шпинделей, рабочих подач и быстрых ходов стола, траверсы и шпиндельных головок, включения охлаждения непосредственно с рабочего места имеются две кнопочные станции и две подвесные панели 8, сдублированные друг с другом и расположенные у каждой шпиндельной головки. Продольно-фрезерные станки изготовляются в СССР различных размеров, начиная с небольших станков (рис. 13 и 14) с размерами стола 450X1600 мм и до гигантских станков, подобно показанному на рис, 15. Шпиндельные головки могут иметь горизонтальное и вертикальное расположение, кроме того, могут быть поворотными, что облегчает обработку наклонных поверхностей заготовки. Такие станки изготовляются по заказу с числом шпинделей, соответствующим количеству обрабатываемых поверхностей. На московском заводе «Красный пролетарий» для одновременной обработки всех направляющих станины токарного станка применяют продольно-фрезерные станки, имеющие по 9 шпинделей, на которых может быть установлено до 17 различных фрез.
Фрезерные станки непрерывного действия
В крупносерийном производстве применяют консольные вертикально-фрезерные станки с круглым вращающимся столом(рис. 16). Применение таких станков позволяет снимать готовую деталь и закреплять новую заготовку в то время, когда фреза обрабатывает очередную заготовку. Это позволяет перекрывать ручное время на установку заготовки и снятие детали машинным временем станка и сокращать время на обработку.

Дальнейшее усовершенствование конструкций станков с вращающимся столом привело к созданию карусельно-фрезерногостанка. Так называют бесконсольные вертикально-фрезерные станки с большим круглым вращающимся столом наподобие карусели. Такие станки имеют два или три шпинделя, из которых один служит для чистовой обработки, что тоже повышает производительность работы, так как совмещаются по времени две операции (черновая и чистовая обработка). В СССР карусельно-фрезерные станки выпускаются со столом диаметром 1000 мм (мод. 621 в двухшпиндельном исполнении) и 1500 мм (мод. 623 в двухшпиндельном исполнении и мод. 623В — в трехшпиндельном).
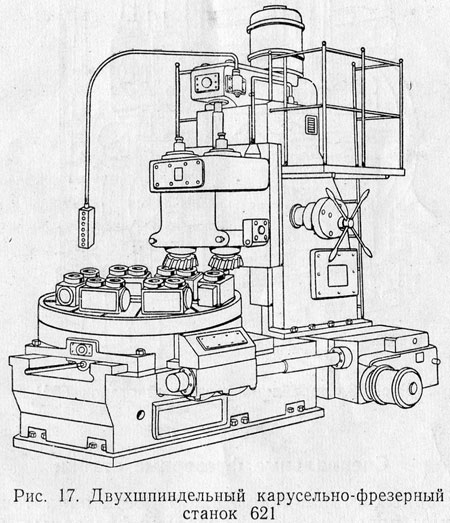
На рис. 17 показан двухшпиндельный карусельно-фрезерный станок мод. 621 производства Горьковского завода фрезерных станков. Для одновременной непрерывной обработки заготовок с обоих торцов применяют барабанно-фрезерныестанки. На барабанно-фрезерном станке (рис 18) заготовки закрепляют на круглом, вращающемся вокруг горизонтальной оси, столе-барабане таким образом, что их оба торца могут одновременно обрабатываться поочередно черновыми и чистовыми фрезами.
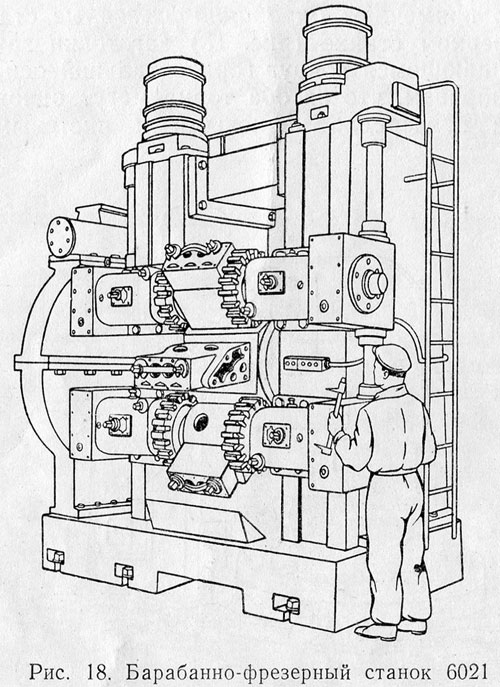
Обработка на барабанно-фрезерном станке заготовок, у которых обрабатываются оба торца, будет вдвое производительнее по сравнению с карусельно-фрезерным станком. Закрепление заготовок и съем деталей на барабанно-фрезерных станках также производится непрерывно в процессе обработки. В СССР изготовляют барабанно-фрезерные станки с барабаном диаметром 1000 мм (мод. 6021), 650 мм (мод. 6022) и 900 мм (мод. 6023). Карусельно-фрезерные и барабанно-фрезерные станки широко применяются для обработки заготовок корпусных деталей автомобилей и тракторов на ЗИЛ, МЗМА, ГАЗ, МАЗ, ХТЗ, ЛТЗ, ВТЗ, Заволжском моторном и других заводах при крупносерийном и массовом производствах.
Специальные фрезерные станки
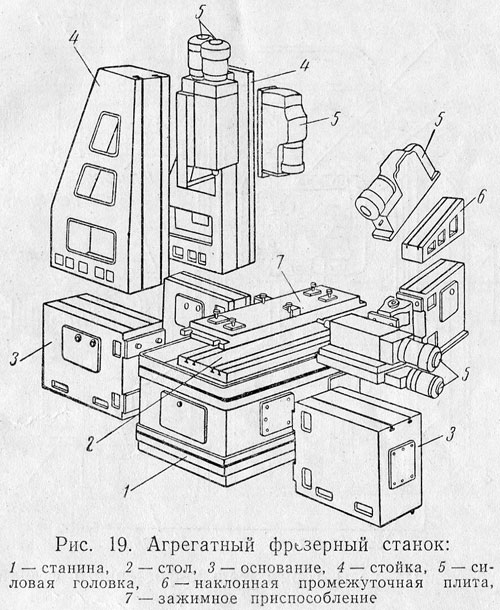
На фрезерных станках возможно достаточно точно обработать все виды поверхностей. Консольно-фрезерные, бесконсольно-фрезерные, продольно-фрезерные и станки непрерывного действия являются станками общего назначения и могут применяться для обработки заготовок самых разнообразных деталей. В отличие от станков общего назначения для выполнения определенных фрезерных операций применяют фрезерные станки целевого назначения. К числу таких станков относятся зубо-фрезерные, резьбофрезерные, шпоночно-фрезерные и др. В связи с развитием крупносерийного и массового производства в настоящее время широко внедряются в производство фрезерные станки, предназначенные для получения деталей определенной конфигурации. Такие станки сконструированы с учетом наибольшей производительности и часто имеют автоматизированное управление. В отличие от станков целевого назначения их называют специальными. К числу специальных относятся станки, применяемые в часовой промышленности; станки для фрезерования сверл, метчиков, разверток; станки, применяемые в автомобильной, тракторной и станкостроительной промышленности для фрезерования на автоматических и поточных линиях; копировально-фрезерные станки и т. п. В связи с быстрым развитием техники изделия часто меняют конфигурацию, поэтому применение специальных фрезерных станков, не позволяющих в отличие от станков общего назначения производить переналадку их на обработку любых заготовок, не всегда является выгодным. В последние годы широкое применение начинают находить так называемые агрегатные фрезерныестанки, которые позволяют производить любую комбинацию составляющих их сменных унифицированных узлов (агрегатов) в соответствии с конфигурацией изготовляемой детали и расположением обрабатываемых поверхностей. Для перехода на обработку других заготовок достаточно сменить или перекомпоновать отдельные узлы агрегатного станка. На рис. 19 показан агрегатный фрезерный станок.
§ 4. ОСНОВНЫЕ УЗЛЫ КОНСОЛЬНО-ФРЕЗЕРНЫХ СТАНКОВ
Горизонтально-фрезерные станки
На рис. 20 показаны основные узлы горизонтально-фрезерного станка типа 6М82Г производства Горьковского завода фрезерных станков. Станок относится ко второй размерной гамме, однако по конструктивному оформлению он похож на горизонтально-фрезерный станок 6М83Г, относящийся к третьей размерной гамме. Выпуск станков серии М освоен в 1960 г.; они часто встречаются в цехах наших заводов. Хорошее знание станка 6М82Г дает возможность быстро освоить работу на горизонтально-фрезерных станках других типов, так как их основные узлы мало отличаются от узлов этого станка. Все узлы и детали станка взаимозаменяемы за исключением клиньев и некоторых направляющих, которые пришабриваются. Станок 6М82Г внешне отличается от ранее выпускаемой модели 6Н82Г лишь наличием маховичка продольной подачи на передней стороне стола, он имеет несколько отличный ряд скоростей вращения шпинделя и подач стола.
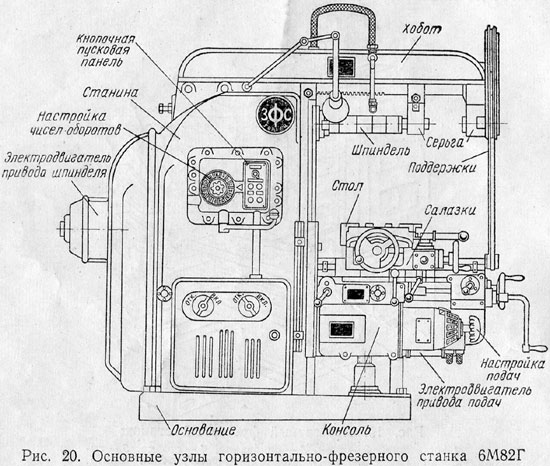
Основание станка отливается из серого чугуна и точно прострагивается с обеих сторон. На одной стороне основания устанавливается и закрепляется болтами станина станка; другая сторона прилегает к полу цеха. В основании имеется корыто для охлаждающей жидкости, которая стекает по трубкам со стола. На основании смонтирован электронасос для подачи охлаждающей жидкости из корыта к инструменту. Станина служит для крепления всех узлов и механизмов станка. Некоторые узлы станка (коробка скоростей, шпиндель, электродвигатель с ременной передачей, механизм передачи движения к коробке подач) расположены внутри станины и не видны. Другие узлы станка (консоль, коробка подач, хобот, стол, насос для подачи охлаждающей жидкости) находятся на наруж-ных поверхностях станины.
Станина имеет коробчатую форму и усилена внутри ребрами; на передней стенке ее расположены вертикальные направляющие (выполненные в виде ласточкина хвоста) для консоли, а наверху — горизонтальные направляющие для хобота. Хобот имеется у горизонтально- и универсально-фрезерных станков и служит для правильной установки и поддержки фрезерной оправки. Хобот установлен в горизонтальных направляющих на верхней части станины и может быть закреплен на любом расстоянии от ее зеркала, т. е. с различным вылетом (см. рис. 10). Для увеличения жесткости при обработке тяжелых деталей и при больших сечениях стружки применяют поддержки, которые связывают хобот с консолью. Консоль представляет собой жесткую чугунную отливку, установленную на вертикальных направляющих станины. Консоль перемещается по вертикальным направляющим станины и несет горизонтальные направляющие для салазок. Она поддерживается стойкой, в которой имеется телескопический винт для подъема и опускания консоли. Жесткость конструкции консоли и точность ее направляющих имеют первостепенное значение для. работы станка. Консоль имеет два болта, которыми крепятся поддержки, связывающие стол станка с хоботом для лучшей устойчивости при больших нагрузках. Салазки являются промежуточным звеном между консолью и столом станка. По верхним направляющим салазок движется стол в продольном направлении, а нижняя часть салазок перемещается в поперечном направлении по верхним направляющим консоли. Стол монтируется на направляющих салазок и перемещается в продольном направлении. На столе укрепляются заготовки, зажимные и другие приспособления, для чего рабочая поверхность стола имеет продольные Т-образные пазы.. Перемещения стола, салазок и консоли сообщают заготовке продольную, поперечную и вертикальную подачи по отношению к фрезе. Консольно-фрезерные станки обычно имеют как ручную, так и механическую подачу стола, салазок и консоли. Для установочных перемещений при наладке и для холостых перебегов стола применяют ручную или механическую подачу, а для рабочих подач — только механическую. Кроме рабочих подач, стол обычно имеет быстрый ход (ускоренное перемещение) во всех трех направлениях — для подвода заготовки к фрезе, а также для обратного перемещения. Быстрый ход осуществляется с одной постоянной скоростью, а рабочие подачи имеют несколько ступеней, которые можно устанавливать при помощи коробки подач в зависимости от ха- обработки, материала фрезы и заготовки. Шпиндель. Для вращения режущего инструмента служит шпиндель, который получает движение от коробки скоростей. От точности изготовления шпинделя, его прочности и жесткости зависит точность вращения оправки с надетой фрезой. Шпиндели фрезерных станков изготовляют из легированной стали марки 40Хи подвергают термической обработке.
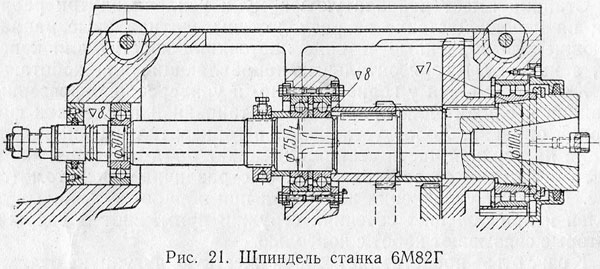
На рис. 21 показан шпиндель станка 6М82Г. У шпинделя имеются три ролико- и шарикоподшипниковые опоры. Очень точно обрабатываются передний конец шпинделя и коническое гнездо—места для установки и крепления инструмента и оправки. Передний конец шпинделя фрезерного станка 6М82Г показан на рис. 22. Внутренний конус 2, в который вставляется фрезерная оправка, сделан очень крутым. Вращение фрезерной оправки производится поводками 3, которые вставлены в пазы в торце шпинделя и привернуты винтами. Фрезерные головки закрепляются винтами, ввертываемыми в отверстия 4, и центрируются передней частью 1 шпинделя. Иногда для центрирования служит специальная оправка, один конец которой входит в коническое гнездо 2 шпинделя, а на другой насаживается фрезерная головка.
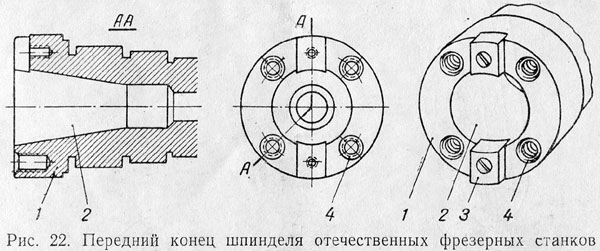
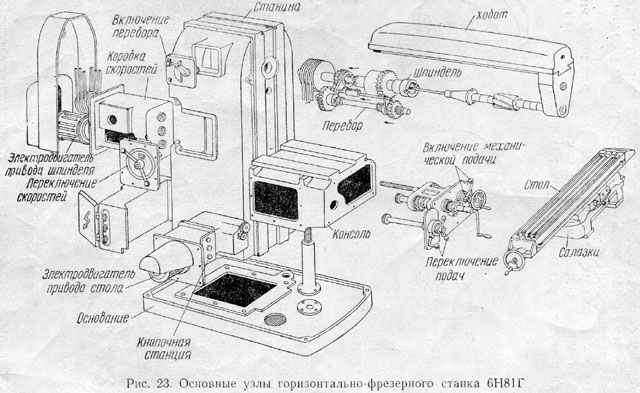
Отечественные фрезерные станки имеют стандартный передний конец шпинделя (рис. 22). Шпиндель вращается от электродвигателя, расположенного в станине станка, через шкив, ременную передачу и далее через коробку скоростей. Двигатель расположен внутри станины, благодаря чему повышается безопасность работы и сокращается площадь, занимаемая станком. Коробка скоростей предназначена для передачи вращения от шкива шпинделю и для изменения числа его оборотов при помощи переключения зубчатых колес. Привод подач стола осуществляется от электродвигателя, расположенного в консоли станка, через коробку подач. Коробка подач служит для изменения подач стола в вертикальном, продольном и поперечном направлениях. Консольно-фрезерные станки современной конструкции подобно станку 6М82Г имеют отдельные электродвигатели для привода коробки скоростей и коробки подач. На рис. 23 показан горизонтально-фрезерный станок 6Н81Г выпуска Дмитровского завода фрезерных станков. Он относится к первой размерной гамме. Все его основные узлы я механизмы (основание, станина, хобот, консоль, стол) подобны рассмотренным выше. Различие лишь в том, что вращение шпинделю сообщается через ременную передачу от шкива коробки скоростей, жестко связанной с электродвигателем привода главного движения. Кроме того, шпиндель снабжен шестеренчатым перебором, позволяющим иметь высокие и низкие скорости вращения шпинделя.
Вертикально-фрезерные станки
Вертикально-фрезерный станок отличается от горизонтального только расположением шпинделя, поэтому все изложенное выше о горизонтально-фрезерном станке применимо к вертикально-фрезерному, за исключением тех деталей и узлов, которые у последнего отсутствуют (хобот, поддержки). На рис. 24 показаны основные узлы вертикально-фрезерного станка типа 6М12П производства Горьковского завода фрезерных станков.

Станки этой модели вместе с горизонтально-фрезерным станком 6М82Г (см. рис. 7) или универсально-фрезерным станком 6М82 (см. рис. 8) образуют гамму консольно-фрезерных станков 2-го размера. Все станки гаммы 2-го размера имеют 18 скоростей вращения шпинделя в диапазоне 31,5—1600 об/мин и 18 ступеней подач в пределах от 25 до 1250 мм/мин для продольного и поперечного перемещений стола и от 8,3 до 400 мм/мин — для вертикального. Быстрый ход стола в продольном и поперечном направлениях равен 3000 мм/мин, а для вертикального — 1000 мм/мин. Станки гаммы 3-го размера имеют такие же числа оборотов, рабочие подачи и быстрый ход. Рабочая поверхность стола у станков 2-го размера — 320X1500 мм. Стол имеет следующие максимальные механические перемещения (в мм):
| Направление перемещения | Вертикально-фре зерный станок 6М12П |
Универсально- фрезерный станок 6М82 |
Горизонтально- фрезерный станок 6М82Г |
| Продольное Поперечное Вертикальное |
700 240 420 |
700 240 380 |
700 240 420 |
Рабочая поверхность стола у станков 3-го размера равна 400X2000 мм. Стол имеет следующие максимальные механические перемещения (в мм):
| Направление перемещения | Вертикально-фре зерный станок 6М13П |
Универсально- фрезерный станок 6М83 |
Горизонтально- фрезерный станок 6М83Г |
| Продольное Поперечное Вертикальное |
900 320 420 |
900 320 350 |
900 320 420 |
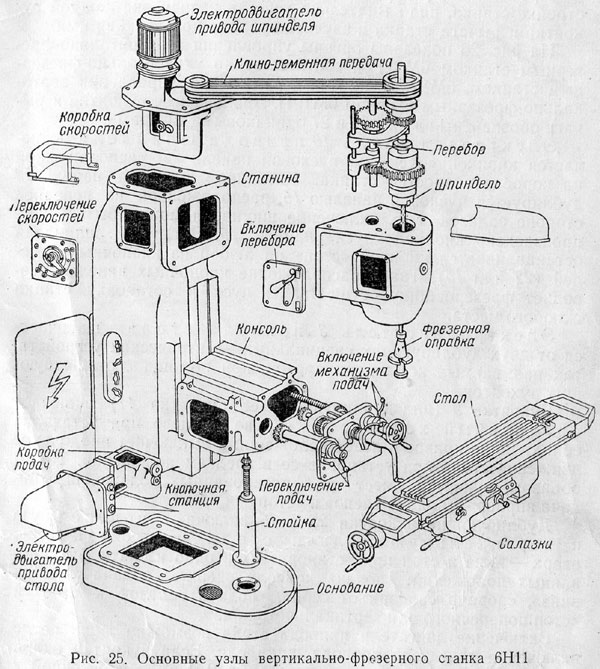
На рис. 25 показаны основные узлы вертикально-фрезерного станка 6Н11 выпуска Дмитровского завода фрезерных станков. Станки этой модели вместе с горизонтально-фрезерными станками 6Н81Г (см. рис. 23) и подобными им универсально-фрезерными станками 6Н81 образуют гамму консольно-фрезерных станков 1-го размера. Все станки гаммы первого размера имеют 16 скоростей шпинделя в пределах от 65 до 1800 об/мин и 16 ступеней подач стола в пределах от 35 до 980 мм/мин для продольного перемещения, от 25 до 765 мм/мин для поперечного и от 12 до 830 мм/мин для вертикального; быстрый ход — соответственно 2900, 2300 и 1150 мм/мин. Рабочая поверхность стола у станков первого размера, как было указано ранее, — 250X1000 мм. Стол имеет следующие максимальные механические перемещения (в мм):
| Направление перемещения | Вертикально-фре зерный станок 6Н11 |
Универсально- фрезерный станок 6Н81 |
Горизонтально- фрезерный станок 6Н18Г |
| Продольное Поперечное Вертикальное |
560 190 350 |
560 190 340 |
560 190 350 |
§ 5. УПРАВЛЕНИЕ КОНСОЛЬНО-ФРЕЗЕРНЫМ СТАНКОМ
Органы управления консольно-фрезерными станками
6М82Г, 6М82 и 6М12П
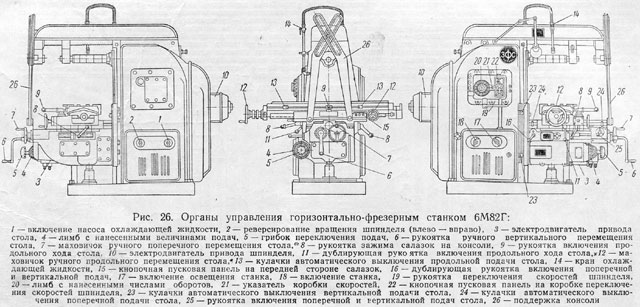
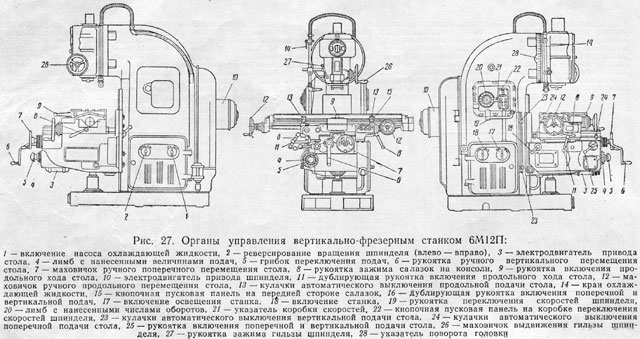
Прежде чем приступить к упражнениям по управлению и настройке станка, надо тщательно усвоить назначение каждой рукоятки и рычага станка и изучить правила пользования ими. На рис. 26 показаны органы управления горизонтально-фрезерным станком 6М82Г и соответственно универсально-фрезерным станком 6М82, а на рис. 27—органы управления вертикально-фрезерным станком 6М12П. Аналогичные рукоятки и рычаги обозначены на рис. 26 и 27 одинаковыми цифрами. Электродвигатель 10 привода шпинделя включается кнопкой «пуск» на пусковой панели 22, расположенной на коробке скоростей станка. Кнопочная пусковая панель 22 дублируется пусковой панелью 15, расположенной на передней стороне салазок, т. е. включение шпинделя может быть также произведено кнопкой «пуск» панели 15. Вращение шпинделя Останавливается кнопкой «стоп» на любой из кнопочных панелей (22 или 15). Такое расположение кнопочных панелей позволяет фрезеровщику осуществлять пуск и остановку станка с любого места. Электродвигатель 3 привода стола включается от двух дублирующих специальных электрических устройств, так называемых командоаппаратов, при помощи соответствующих рукояток. Рукоятка 9 (или дублирующая ее рукоятка 11) включает продольный ход стола вправо и влево при установке ее в крайние правое и левое положения и выключает продольное движение стола при установке ее в среднем положении. Таким образом, рукоятка имеет три фиксированных положения, «подача, вправо», «подача влево» и «стоп». Дублирующие рукоятки 25 и 16 включают поперечную и вертикальную подачи стола от себя — к себе, вверх — вниз и стоп при установке их в одно из пята фиксированных положений: «подача консоли вверх», «подача консоли вниз», «подача салазок от себя», «подача салазок к себе» и «стоп поперечного или вертикального хода». Включение двигателя привода стола возможно лишь после включения двигателя привода шпинделя. Если рукоятки включения механических подач (продольной 9 или 11, поперечной и вертикальной 25 или 16) стоят не в нулевом положении «стоп», то с включением кнопки «пуск» (на пусковой кнопочной панели 22 или 15) одновременно включается соответствующая подача.
Быстрый ход стола в продольном, поперечном и вертикальном направлениях включается кнопкой «быстро» на пусковой панели 22 или 15. Кнопка «быстро» включает быстрый ход стола, салазок или консоли при условии, если соответствующие рукоятки включения механических подач (продольной 9 или 11, поперечной и вертикальной 25 или 16) включены в нужном направлении; если же эти рукоятки находятся в нулевом положении «стоп», быстрый ход не включается. Кнопка «быстро» работает только при нажатии на нее; при освобождении кнопки быстрый ход стола прекращается. Включение быстрого хода стола возможно и при не включенном двигателе шпинделя.
Правила пуска и остановки станка
Приступая впервые к управлению фрезерным станком, надо прежде изучить правила пуска и остановки станка. Пуск консолыно-фрезерных станков современных конструкций (6М12П, 6М82 и 6М82Г и соответственно 6Н12, 6Н82 и 6Н82Г и др.) производят с соблюдением изложенных ниже правил. Сначала включают входной выключатель 18 станка (см. рис. 26 и 27), расположенный на наружной стороне дверки левого электрошкафа. Установив нужное направление вращения шпинделя реверсивным переключателем 2, расположенным на наружной дверке правого электрошкафа, можно пустить двигатель шпинделя, нажав кнопку «пуск» на пусковой панели станка. Одновременно начнет работать электронасос охлаждения, который при ненадобности может быть отключен выключателем 1. Двигатель привода стола включается так, как было изложено на стр. 36, и лишь после включения двигателя привода шпинделя. Остановка станка производится нажатием кнопки «стоп» на пусковой панели. Выключение станка производится входным выключателем 18 станка (см. рис. 26 и 27). Консольно-фрезерные станки современной конструкции, в том числе первого, второго и третьего размеров, имеют электрическую блокировку, т. е. автоматически действующую систему, не позволяющую включать рукоятку, управляющую продольной подачей, одновременно с рукояткой поперечной или вертикальной подачи, а равно включать рабочую подачу при невключенном двигателе шпинделя. Это упрощает пуск и обслуживание станка, и фрезеровщик быстрее осваивает наладку и управление рукоятками станка.
Настройка коробки скоростей и подач
Настройка коробки скоростей на заданное число оборотов шпинделя производится поворотом лимба 20 (см. рис. 26 и 27) с нанесенными числами оборотов и установкой требуемого числа против стрелки-указателя 21. Прежде чем повернуть лимб 20, необходимо потянуть на себя рукоятку 19. После установки лимба на требуемое число оборотов рукоятку 19 возвращают в исходное положение. На рис. 28, а показана настройка коробки скоростей на 1000 об/мин шпинделя. На пусковой панели имеется кнопка «толчок», при нажатии которой электродвигатель привода шпинделя включается на мгновение, достаточное для того, чтобы зубчатые колеса при переключении слегка провернулись, обеспечивая нормальное сцепление зубьев требуемого блока зубчатых колес. Изменение направления вращения шпинделя производится реверсивным переключателем 2 (см. рис. 26 и 27), расположенным в правом электрошкафу. Настройка коробки подач на заданную минутную подачу производится грибком 5 и лимбом 4 (рис. 28, б) с нанесенными значениями подач. Переключение подач производится таким же образом, как и переключение скоростей. В данном случае необходимо грибок 5 потянуть на себя, повернуть его и связанный с ним лимб 4 до совпадения заданной подачи со стрелкой-указателем, прикрепленной к корпусу коробки подач, затем грибок подать от себя обратно в исходное положение. На рис. 28, б показана настройка на продольную подачу 200 мм/мин.
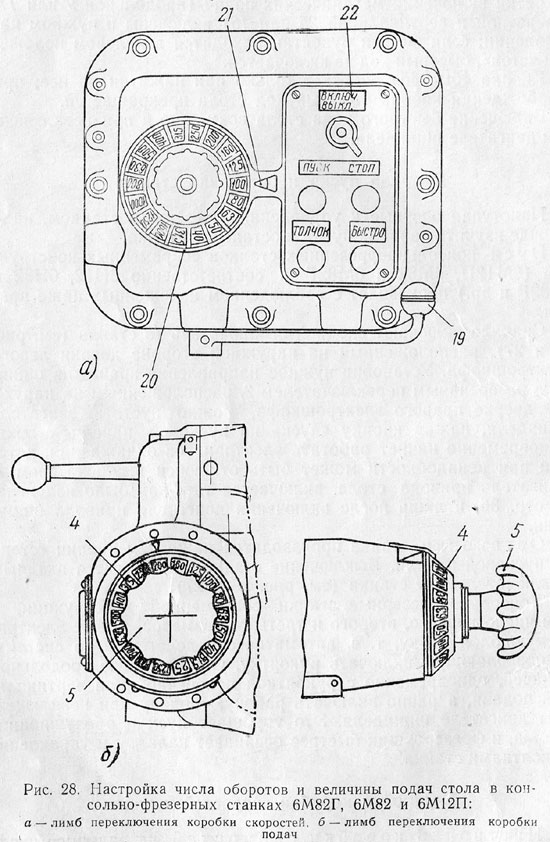
Для автоматического выключения подачи в станке имеются кулачки 13, 23 и 24 (см. рис. 26 и 27). Включение местного электроосвещения производится с панели управления переключателем 22 (рис. 28, а).
§ 6. УХОД ЗА СТАНКОМ
Срок службы, производительность и точность станка зависят от внимательного и аккуратного ухода за ним.
Чистка станка
Очень важное значение имеет чистка станка от грязи, пыли и стружки. Чистить станок следует тогда, когда он не работает. Хлопчатобумажными концами, смоченными в керосине, смывают со станка грязь, брызги загрязненной смазки и эмульсии, а затем протирают сухими концами. Если на станке производилась обработка чугуна, надо щеткой смести всю стружку, которая накопилась на столе станка и забила пазы стола, затем хорошо продуть сжатым воздухом рабочую поверхность стола. Чистку труднодоступных частей или углов нужно производить кистью или деревянной заостренной палочкой, обернутой тряпкой. Ни в коем случае не разрешается для очистки станка применять металлические предметы и наждачную бумагу.
Перед выходным днем следует протереть тряпкой с керосином весь станок, даже необработанные части его, а затем хорошо смазать, чтобы защитить от ржавления.
После чистки станка все использованные тряпки и концы должны быть сложены в специальный ящик. Особенно надо следить за тем, чтобы тряпки или концы не оставались у движущихся частей станка.
Перед сдачей смены, т. е. перед окончанием работы, рабочий обязан привести рабочее место в порядок, чтобы следующая смена получила станок и рабочее место в полной готовности для выполнения заданной работы.
Смазка станка
Постоянное наблюдение за смазкой трущихся частей станка обеспечивает точную и долговременную его работу.
Необходимо следить за тем, чтобы все масленки, смазочные отверстия и трубочки, подводящие масло к смазочным точкам, не были загрязнены и имели крышки, которые следует закрывать после смазки. В случае потери крышек следует заявить об этом мастеру.
На рис. 29 дана схема смазки универсально-фрезерного станка 6М82 и горизонтально-фрезерного станка 6М82Г.
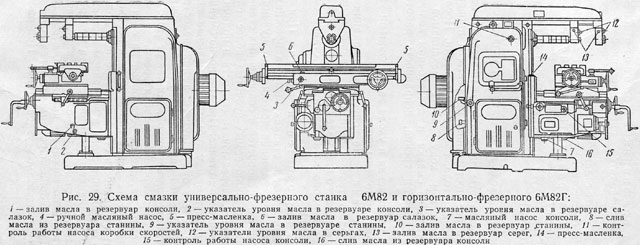
Смазка зубчатых колес (масляным дождем) и подшипников коробки скоростей (нагнетанием смазки) производится автоматически от плунжерного насоса, установленного внутрь станины и приводимого в действие эксцентриком,, расположенным на валу коробки скоростей. Масло заливается в масляный резервуар станины через штуцер 10 до середины маслоуказателя 9. В условиях двухсменной работы масло следует менять не реже 4 раз в год. Слив масла производится через трубку 5. Для контроля за работой насоса смазки коробки скоростей служит струйный маслоуказатель 11. Смазка механизмов коробки подач производится автоматически разбрызгиванием от плунжерного насоса 7,. расположенного в консоли. Для контроля служит маслоуказатель 15. Масло при замене (раз в 3 месяца) заливается через трубку1и сливается через трубку 16. Для проверки уровня масла: служит указатель 2. Смазка стола и салазок производится периодически ручным насосом 4, находящимся на левом торце салазок. Для смазки следует сделать по 8 качаний три раза в смену. Масло заливается раз в неделю в резервуар салазок через отверстие 6. Уровень масла контролируется указателем 3. Смазка подшипников ходового винта продольного хода производится пресс-масленкой 5 один раз в смену. Смазка серег производится масленкой через отверстие 13; контроль осуществляется указателем 12 уровня масла. Смазка направляющих консоли производится пресс-масленкой 14. Для смазки следует применять масло «Индустриальное 30» по ГОСТ 1707—51.
Правила ухода за отдельными узлами станка
До начала работы необходимо тщательно осмотреть станок, удалить все посторонние предметы и проверить вручную все перемещения стола, салазок и консоли. После этого проверить на холостом ходу работу механизмов скоростей и подач, поступление смазки в достаточном количестве к соответствующим местам трения, исправность работы всех механизмов. Правила наблюдения и ухода за отдельными узлами и механизмами станка изложены ниже. Привод станка. Не допускать попадания воды или масла в электродвигатель. Следить за правильным натяжением ремня, соединяющего шкив электродвигателя со шкивом станка. Смазывать регулярно электродвигатель станка согласно указанию инструкции. Коробки скоростей и подач. При переключении скоростей или подач в станках выпуска прежних лет следить, чтобы рычаги переключения доходили до нужного положения. При переключении скоростей в современных станках для облегчения сцепления включаемых зубчатых колес следует нажать кнопку «толчок». Переключать скорости и подачи следует только при выключенном станке. При установке сменных колес необходимо сохранять между зубьями нормальный зазор: при большом зазоре колеса будут шуметь, а при недостаточном будут работать с излишней нагрузкой. Ни в коем случае не следует включать станок под нагрузкой, так как от этого могут сломаться зубья колес и выкрошиться зубья фрезы. Стол станка. Перед установкой на стол станка тисков, зажимного приспособления или заготовки необходимо тщательно очистить поверхность стола. Фрезеровщик должен всегда помнить, что содержание стола в исправном состоянии — основное условие получения необходимой точности при работе. Поэтому нельзя класть на стол, а равно на его направляющие никаких инструментов и посторонних предметов, чтобы они не могли быть причиной забоин, царапин или других повреждений поверхности этих ответственных узлов станка. При работе с продольной подачей надо закреплять (стопорить) консоль и салазки во избежание вибраций (дрожания), которые приводят к дробленой или грубой поверхности обработки и быстрому износу направляющих. При работе с поперечной подачей надо также стопорить консоль. Шпиндель станка. Шпиндель станка должен быть нормально затянут, при вращении не бить; при ослаблении крепления шпинделя сообщить мастеру. Перед установкой оправки или фрезы коническое гнездо шпинделя надо тщательно протереть насухо. Выколачивать оправку или фрезу из шпинделя надо латунным или медным прутком; делать это стальным прутком не рекомендуется, так как от этого портится гнездо шпинделя и разбивается конец оправки или хвостовика фрезы.
Глава III
ОБЩИЕ СВЕДЕНИЯ О ФРЕЗАХ
§ 7. ЭЛЕМЕНТЫ ФРЕЗЫ
Резец и его элементы
Простейшим режущим инструментом является резец (рис. 30). Рассмотрим элементы этого резца и установим их названия.
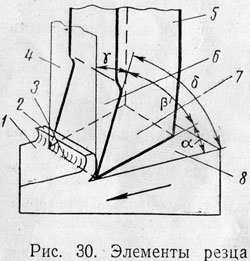
Резец 5 движется по стрелке, врезаясь в заготовку 1, и снимает стружку 2 с ее поверхности. Поверхность 6 резца, по которой сходит срезаемая стружка 2, называется передней поверхностью. Поверхность 7 резца, которая обращена к обработанной поверхности заготовки, называется задней поверхностью. Линия 3, образованная пересечением передней и задней поверхностей, называется режущей кромкой, или лезвием, резца, а угол, образованный передней и задней поверхностями, представляет знакомый уже нам угол клина, или угол заострения β (бэта) резца. Если мысленно провести вертикальную плоскость 4 перпендикулярно к обработанной поверхности заготовки, то угол, образованный передней поверхностью резца и плоскостью 4, называется передним углом и обозначается буквой γ (гамма). Угол, образованный задней поверхностью резца 7 и обработанной поверхностью 8 заготовки, называется задним углом и обозначается буквой α (альфа). Сумма углов α + β называется углом резания и обозначается буквой δ (дельта). Углы (передний γ, задний α, заострения β и резания δ измеряются в градусах (°).
Элементы фрезы
Фреза является режущим многозубым (многолезвийным) инструментом, причем каждый зуб представляет собой простейший резец, подобно показанному на рис. 30. На рис. 4 было показано сопоставление элементов зуба фрезы с элементами простейшего резца. На рис. 31 показаны элементы зуба фрезы.
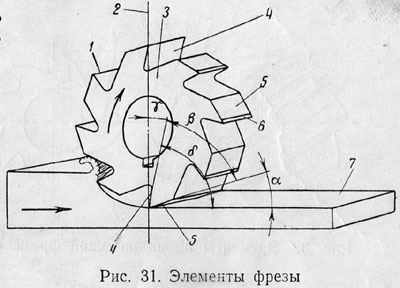
Передняя поверхность 4 зуба фрезы 3 образует с вертикальной плоскостью 2 передний угол γ ; задняя поверхность 5 зуба образует с обработанной поверхностью 7 заготовки задний угол α ; передняя поверхность 4 зуба образует с задней поверхностью 5 зуба угол заострения β. Угол резания δ образован передней поверхностью 4 зуба с обработанной поверхностью 7 заготовки. Режущая кромка 1 образована пересечением передней и задней поверхностей. Непосредственно к режущей кромке зуба фрезы примыкает узкая полоска-ленточка, так называемая фаска, шириной около 0,1 мм. Ленточка 6, или фаска, обеспечивает правильную заточку фрезы. Наружный диаметр фрезы, размеры и форма впадины зуба для размещения и выхода стружки, высота и профиль зуба, количество зубьев или их шаг также являются элементами фрезы. Выбор правильной величины режущих элементов фрезы является решающим средством для полунения наилучших результатов при фрезеровании. Совокупность геометрических размеров режущих углов, размеров и формы зубьев фрезы называют геометрией фрезы. Теорией и практикой установлен ряд условий, обеспечивающих правильный выбор геометрии фрезы, особенно в отношении режущих углов.
Геометрия цилиндрической фрезы
На рис. 32 показаны геометрические элементы цилиндрической фрезы с винтовыми зубьями: передняя поверхность 1, задняя поверхность 4, ленточка (фаска, обычно ленточку (фаску) обозначают буквой f) 3 шириной 0,05—0,1 мм, затылочная поверхность (спинка) 5, режущая кромка 2. Режущая кромка здесь идет по винтовой линии (спирали). Угол, образованный режущей кромкой и осью фрезы, называют углом наклона винтовой канавки, или углом наклона спирали, и обозначают ω (омега).

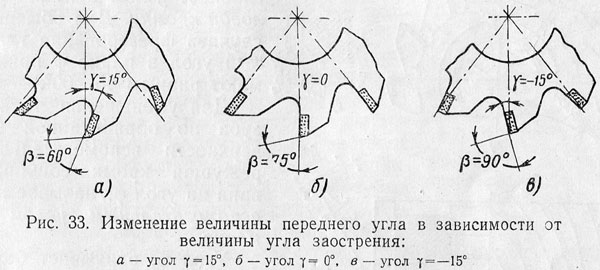
Задний угол α измеряется в плоскости, перпендикулярной к оси фрезы, т. е. в плоскости торца фрезы. Нормальный задний угол αn измеряется в плоскости, перпендикулярной к режущей кромке. От правильно выбранного заднего угла зависит величина трения задней поверхности зуба фрезы об обработанную поверхность и, следовательно, чистота обработанной поверхности. С увеличением заднего угла уменьшается трение и, следовательно, износ зуба по задней поверхности, т. е. затупление фрезы, что увеличивает срок работы фрезы без переточки и улучшает чистоту обработанной поверхности. Однако с увеличением заднего угла уменьшается угол заострения β, а это приводит к ослаблению зуба и может вызвать его поломку (выкрашивание). Обычно задний угол а назначают в пределах от 12 до 30° в зависимости от типа фрезы. Передний угол γ измеряется в плоскости, перпендикулярной к режущей кромке. Поперечный передний угол γ1 измеряется в плоскости, перпендикулярной к оси фрезы, т. е. в плоскости торца фрезы. Передний угол может иметь как положительное, так и отрицательное значение. Правильно выбранный передний угол способствует лучшему отделению стружки; при этом износ зуба по передней поверхности получается меньшим, что позволяет фрезе работать дольше без переточки. Обычно передний угол γ у цилиндрических фрез назначают в пределах от —10 до 20° в зависимости от твердости обрабатываемого материала и материала режущей части. Угол заострения β образован передней и задней поверхностями и зависит от величины переднего и заднего углов. Так как прочность зуба фрезы тем больше, чем больше угол заострения β, то вполне понятно желание увеличить этот угол. Однако увеличение угла заострения β затрудняет врезание зуба в обрабатываемый материал, увеличивает потребную мощность на фрезерование и повышает температуру резания. При фрезеровании твердосплавными фрезами сталей повышенной твердости и твердых чугунов во избежание выкрашивания кромки зуба фрезы применяют большие углы заострения β. Увеличение угла заострения β вызывает необходимость уменьшения переднего угла γ, который в некоторых случаях бывает отрицательным. Так, при значениях угла β = 60° угол γ = 15° (рис. 33, а); при β = 75° угол γ = 0 (рис. 33, б); при β = 90° передний угол γ приходится делать отрицательным, равным —15° (рис. 33, в) . Задний угол α принят равным 15°.
Угол наклона ω винтовой режущей кромки служит для увеличения плавности работы фрезы и для создания направления сходящей стружки. Обычно угол наклона режущей кромки ω назначают в пределах 10-55° в зависимости от типа фрез.
Геометрия торцовой фрезы
На рис. 34, а и б показаны геометрические элементы торцовой фрезы. На рабочей части этой фрезы различают две режущие кромки: главную на цилиндрической поверхности фрезы и вспомогательную на торцовой поверхности фрезы.
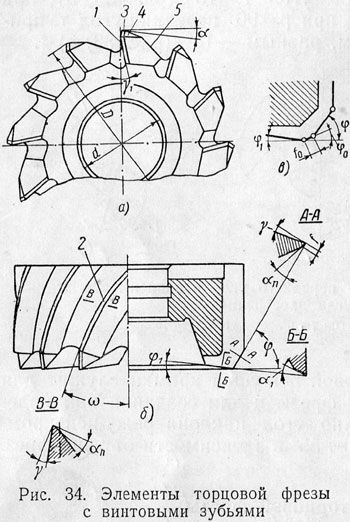
Элементы зуба главной режущей кромки, относящиеся к цилиндрической поверхности фрезы (рис. 34, а), подобны элементам цилиндрической фрезы (см. рис. 32) передняя поверхность 1, задняя поверхность 4, ленточка 3, затылочная поверхность (спинка) 5, винтовая режущая кромка 2, задний угол α, поперечный передний угол γ1, задний нормальный угол αn, передний угол γ, угол наклона ω винтовой режущей кромки. Элементы зуба вспомогательной режущей кромки, относящиеся к торцовой поверхности фрезы, показаны на рис. 34, б. Здесь передним углом служит угол наклона ω винтовой режущей кромки, который в торцовых фрезах называют продольным передним углом. Задний угол на вспомогательной режущей кромке а1 показан в сечении ББ. Угол α1 называют обычно торцовым задним углом. В торцовых фрезах главная режущая кромка не образует с вспомогательной кромкой прямого угла. Обычно главная режущая кромка сошлифована на угол φ (фи), называемый главным углом в плане, или главным углом в плане угловой кромки. Для обычных случаев фрезерования главный угол в плане φ принимают равным 45—60°. Для уменьшения трения зуба по обработанной поверхности вспомогательная режущая кромка сошлифована на угол φ1 называемый вспомогательным углом в плане. Угол φ1 оказывает большое влияние на чистоту обработанной поверхности. С уменьшением угла φ1 чистота обработанной поверхности улучшается. Схема зуба торцовой фрезы показана на рис. 34, в, где, кроме углов φ и φ1 показан еще угол φ0, называемый главным углом в плане переходной кромки. Переходная кромка шириной f0 делается для сглаживания острого угла, получающегося при сопряжений главной и вспомогательной режущей кромок, что увеличивает срок работы фрезы без переточки. Значения углов γ, α, ω, φ, φ1 и φ0 приведены в справочниках фрезеровщика.
§ 8. ОСНОВНЫЕ СВЕДЕНИЯ ОБ УСТРОЙСТВЕ ФРЕЗ
Конструкция зубьев фрезы
По конструкции зубьев различают фрезы с остроконечными и затылованными зубьями. Как видно из рис. 35 фреза с остроконечными зубьями по форме напоминает пилу. Такая конструкция зубьев очень распространена; фрезы с остроконечными зубьями широко применяются вследствие простоты их изготовления.

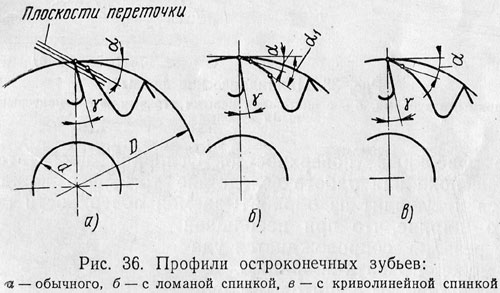
Зубья остроконечных фрез затачивают по задней поверхности ВС, как показано пунктиром на рис. 35. С каждой новой переточкой высота зуба и промежуток между зубьями уменьшаются и, следовательно, уменьшается место для выхода стружки, что является недостатком фрез с остроконечными зубьями. На рис. 36 показаны наиболее часто применяемые профили остроконечных зубьев фрез. Обычный профиль зуба (рис. 36, а) применяется для фрез, работающих с небольшим усилием, например для чистовой обработки. Профиль зуба с ломаной спинкой (рис. 36, б) применяется в крупнозубых фрезах для снятия больших припусков, т. е. для черновой обработки. Профиль зуба с криволинейной спинкой является более трудным при изготовлении фрез, но он обеспечивает большую прочность зуба и рекомендуется государственными стандартами на цилиндрические и концевые фрезы.

Задний угол α такой фрезы (рис. 37) определяется углом между касательной к окружности и касательной к задней поверхности. С каждой новой переточкой впадина между зубьями становится шире, и место для выхода стружки увеличивается. Стоимость фрез с затылованными зубьями значительно выше, чем фрез с остроконечными зубьями, из-за большей сложности их изготовления.
Форма зубьев фрезы
По форме зубьев различают фрезы с прямыми (рис. 38, а) и винтовыми (рис. 38, б и в) зубьями.

Фрезами с прямыми зубьями в последнее время обрабатывают плоскости редко; они находят применение только при обработке фасонных поверхностей. Основной недостаток этих фрез — неспокойная работа вследствие того, что каждый зуб врезается и выходит из обрабатываемой поверхности сразу по всей его ширине, что при небольшой глубине резания сопровождается ударами и может вызвать вибрацию. Применяя фрезы с винтовыми зубьями, можно добиться более плавной работы, так как при этом, по крайней мере, два зуба фрезы постоянно участвуют в резании (рис. 39). Кроме того, при помощи винтовых зубьев облегчается сход стружки: она направляется винтовой канавкой фрезы из пределов зоны резания.
Различают фрезы с левыми (рис. 38, б) и правыми (рис. 38, в) винтовыми канавками. Такие фрезы иногда для краткости называют соответственно левыми и правыми. Фрезы для обычных видов работы изготовляются с правыми винтовыми канавками. Для безошибочного определения правой или левой винтовой фрезы существует простое правило. Фрезу ставят на торец и смотрят, в какую сторону направлен подъем канавки: при подъеме канавки слева направо — фреза правая, при подъеме канавки справа налево — фреза левая.
Фрезы со вставными зубьями
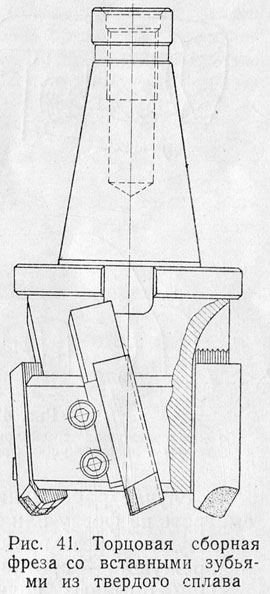
Цельная конструкция зубьев заодно с корпусом фрезы неэкономична при большом размере ее, так как при износе зубьев после многократной переточки или после поломки зубьев приходится всю фрезу сдавать в отход. Поэтому применяют более экономичные фрезы со вставными зубьями, так называемые сборные фрезы. Корпус сборной фрезы изготовлен из конструкционной стали, а зубья — из быстрорежущей стали, а также из конструкционной стали с напаянными пластинками твердого сплава. На рис. 40 показана цилиндрическая фреза со вставными зубьями из быстрорежущей стали, а на рис. 41 торцовая фреза со вставными зубьями, на которые напаяны пластинки твердого сплава.

Направление резания
При фрезеровании зубья фрезы должны быть направлены в соответствии с направлением ее вращения. По направлению вращения различают праворежущие и леворежущие фрезы. Для определения направления резания фрез руководствуются следующими правилами. В случае работы на горизонтально-фрезерном станке следует стать сзади станка и смотреть на фрезу или фрезерную головку со стороны заднего конца шпинделя. Если при этом фреза вращается по часовой стрелке (рис. 42, а), то вращение шпинделя называют правым, а если фреза вращается против часовой стрелки (рис. 42, б), то вращение шпинделя называют левым. Если же смотреть на шпиндель станка со стороны стола, то праворежущая фреза отбрасывает стружку вправо, а леворежущая — влево.
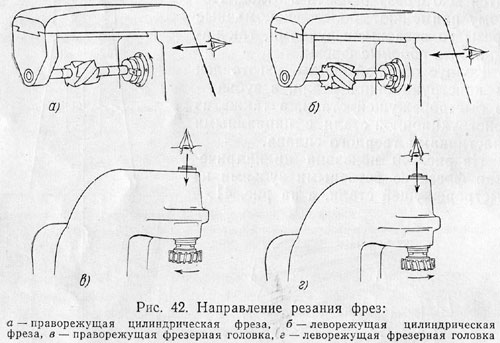
В случае работы на вертикально-фрезерном станке следует смотреть на фрезу или фрезерную головку сверху. При этом пра-ворежущая фреза вращается по часовой стрелке (рис. 42, в), а леворежущая — против (рис. 42, г). При обычных случаях обработки направление вращения шпинделя устанавливают: для горизонтально-фрезерных станков— влево, для вертикально-фрезерных станков —вправо. Направление резания цилиндрической фрезы можно изменить, повернув ее на оправке; направление резания торцовой фрезы постоянно.
Количество зубьев фрезы
Количество зубьев фрезы характеризует величину шага, т. е. расстояние между зубьями. Чем большее число зубьев имеет фреза данного диаметра, тем меньше шаг ее зубье;в, и, наоборот, чем меньшее число зубьев имеет фреза, тем больше (крупнее) шаг зубьев. Фрезы с малым числом зубьев, т. е. с большим шагом, имеют большую впадину для выхода стружки и более прочный в основании зуб, поэтому допускают снятие стружки большего размера. Фрезы с большим шагом, так называемые крупнозубые, применяют для работ с большими стружками, т. е. для черновых или обдирочных работ. Фрезы с большим числом зубьев, т. е. с малым шагом, так называемые мелкозубые, применяют для работ с небольшими стружками, т. е. для чистовых и отделочных работ. Фрезы со вставными зубьями имеют обычно меньшее число зубьев, чем равные им по диаметру цельные фрезы, так как элементы крепления вставных зубьев занимают определенное место. Поэтому фрезы со вставными зубьями обычно относят к фрезам с крупными зубьями.
Способ крепления фрез
Большинство фрез имеет цилиндрическое отверстие, при помощи которого фреза надевается на фрезерную оправку. Такие фрезы называют насадными. Торцовые фрезы сравнительно небольшого диаметра изготовляют заодно с хвостовиком. Они называются концевыми, или хвостовыми. Концевые фрезы диаметром от 3 до 20 мм изготовляют с цилиндрическим хвостовиком, а диаметром от 16 до 50 мм — с коническим.
Материал фрез
В зависимости от материала, из которого изготовлена режущая часть, различают фрезы: а) из углеродистой стали (чаще марки У12А) и легированной стали (обычно марок 9ХС и ХВГ); б) из быстрорежущей стали марок Р18 и Р9; в) из твердых сплавов; г) из минеральной керамики. При фрезеровании выделяется тепло, которое ускоряет износ и затупление режущей кромки зуба фрезы. Чем больше скорость резания, тем больше выделяется тепла и тем сильнее нагреваются зубья фрезы. При достижении определенной температуры режущая кромка теряет твердость, вследствие чего фреза перестает резать. Температура, при которой режущая кромка фрезы теряет твердость, различна для углеродистой и быстрорежущей сталей и для твердых сплавов. Углеродистая сталь теряет режущие свойства при температуре порядка 250° С, быстрорежущая — при 550° С; твердые сплавы сохраняют режущие свойства при температуре порядка 800—1000° С. Углеродистую сталь У12А обычно применяют для фасонных фрез малых диаметров с нешлифованным профилем, работающих с незначительными скоростями резания. Легированную сталь 9ХС и ХВГ применяют для фасонных затылованных фрез, работающих при нормальных скоростях резания и малых сечениях стружки. Фрезы из быстрорежущей стали Р18 и Р9 допускают большие скорости резания и большие подачи, чем фрезы из углеродистой и легированной сталей; ими следует пользоваться преимущественно, по сравнению с фрезами из углеродистой стали, при более высоких режимах фрезерования. В последнее время для фрезерования жаропрочных сталей применяют быстрорежущую сталь, легированную кобальтом (марки Р9К5 и Р9К10) или ванадием (марки Р9Ф5 или Р18Ф2). Высокая твердость и износостойкость твердых сплавов, а также их способность сохранять режущие свойства при высоких температурах обеспечивают возможность еще более производительной обработки по сравнению с быстрорежущей сталью. Изготовляемые в СССР твердые сплавы для обработки резанием металлов разделяются на титановольфрамовые (типа ТК) и вольфрамовые (типа ВК) сплавы. Для оснащения фрез твердые сплавы выпускаются в виде пластинок. Такие пластинки припаивают либо к державкам из конструкционной стали (в этом случае они образуют вставные зубья), либо к корпусу фрезы. Для обработки стали предназначаются сплавы ТК; для обработки чугуна, цветных металлов, легких сплавов и неметаллических материалов — сплавы ВК. Для чистового и получистового фрезерования чугуна, цветных металлов и сплавов и неметаллических материалов (стекло, фибра, резина, пластмассы) с большими скоростями и малыми подачами применяют твердые сплавы ВК2 и ВКЗМ. Для чернового фрезерования чугуна, цветных металлов и сплавов и неметаллических материалов применяют твердые сплавы ВК4В, ВК6 и ВК8. Для чистового фрезерования стали с большими скоростями и малыми подачами применяют твердый сплав Т30К4. Для получистового и чистового фрезерования углеродистых и легированных сталей при непрерывном резании и без корки применяют твердый сплав Т15К6. Для чернового фрезерования углеродистых и легированных сталей применяют твердый сплав Т14К8. Для чернового фрезерования углеродистых и легированных сталей при особенно тяжелых условиях работы (с крупным и неравномерным сечением стружки, при прерывистом резании) применяют твердый сплав Т5К10. В последнее время в СССР создан и внедряется в производство новый неметаллический режущий материал — минеральная керамика, которая по режущим свойствам не уступает современным твердым сплавам, а при обработке чугуна, бронзы и литья из легких сплавов имеет преимущества по скорости резания в 1 1/2—2 раза. Существенное отличие минеральной керамики от твердых сплавов заключается в том, что в ее составе совершенно нет дорогих элементов — вольфрама, титана, кобальта. Минеральная керамика представляет собой окись алюминия (глинозем), переработанную и спеченную под высоким давлением. Минералокерамика обладает высокой твердостью и способностью сохранять режущие свойства при температуре около 1200° С, что позволяет вести обработку при больших скоростях резания; к недостаткам относится большая хрупкость, что ограничивает применение ее при обработке с неравномерным припуском, при прерывистом резании и при обдирочных стружках. Наилучшие режущие свойства имеют керамические материалы марки ЦМ-332, что позволяет применять их не только при обтачивании, но и при торцовом фрезеровании чугуна и цветных сплавов. Фрезы с пластинками и дисками из материала марки ЦМ-332 уже успешно применяются на многих заводах.
§ 9. ЗАКРЕПЛЕНИЕ ФРЕЗ НА СТАНКЕ
Общие указания по закреплению фрез
Чистота обработки и производительность станка во многом зависят от качества закрепления фрезы на станке. Если фреза закреплена неверно, она будет бить, вследствие чего нагрузка на отдельные зубья будет чрезмерной и они могут поломаться. Если фреза установлена далеко от опоры шпинделя, оправка может отжиматься. Оправки, при помощи которых закрепляются фрезы, необходимо содержать чисто вытертыми; их не следует забивать, помня, что всякая забоина приводит к биению фрезы. Способ закрепления фрезы на станке зависит от ее конструкции и размеров, а также от характера работы, выполняемой фрезой. Рассмотрим основные способы крепления фрез. 1. Фрезу надевают на центровую оправку, один конец которой входит в коническое гнездо шпинделя, а другой поддерживается серьгой. 2. Фрезу надевают на концевую оправку, которая коническим концом входит в коническое гнездо шпинделя. 3. Фрезу с коническим хвостовиком устанавливают хвостовиком в коническое гнездо шпинделя. 4. Фрезу закрепляют цилиндрическим хвостовиком в гнезде шпинделя при помощи специальных патронов. 5. Фрезу надевают на выступающий передний конец шпинделя и закрепляют на нем. Фрезеровщик обязан знать тип и номер конуса гнезда шпинделя своего станка и крепительные размеры переднего конца шпинделя. Фрезерные станки отечественного производства имеют стандартный размер переднего конуса шпинделя (см. рис. 22), поэтому фрезерные оправки, изготовленные со стандартным хвостовикам, подходят к ним. На рис. 43 показаны оправки с коническим хвостовиком 1, который соответствует коническому гнезду 2 (см. рис. 22) переднего конца шпинделя отечественных фрезерных станков и центрируется в нем. Выемки 2 (рис. 43) во фланце оправки надеваются на поводки 3 (см. рис. 22), вставленные в пазы на торце шпинделя.
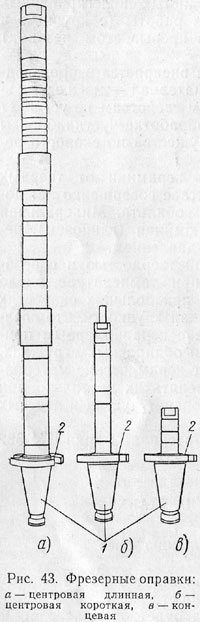
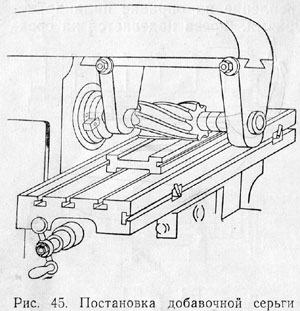
Центровые оправки (рис. 43, а и б) одним концом закрепляются в гнезде шпинделя станка, а другим поддерживаются подшипником серьги. Оправка (рис. 43, а) для закрепления фрез, работающих при больших усилиях, имеет большую длину, позволяющую применять посредине добавочную серьгу. Оправка на рис. 43, б предназначена для легких работ. Концевые оправки (рис. 43, в) одним концом закрепляются в гнезде шпинделя станка, а на другом конце оправки закрепляется насадная фреза, которая работает вместе с оправкой как концевая фреза.
Закрепление фрез на центровых оправках
На рис. 44 приведены различные случаи закрепления фрез на центровых оправках. Конический хвостовик оправки входит в коническое отверстие 8 шпинделя, другой конец входит в подшипник 1 серьги.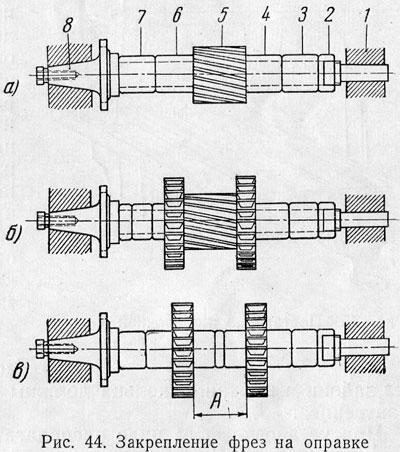
Закрепление фрез на концевых оправках
Фрезы, работающие зубьями, расположенными на торцовой поверхности, закрепляются на концевых оправках. На рис. 46 показана концевая оправка. Конический конец 1 вставляют в коническое гнездо шпинделя станка. Фрезу надевают на цилиндрическую часть оправки и затягивают винтом 3. Чтобы фреза не провертывалась, на оправке имеется шпонка 2.
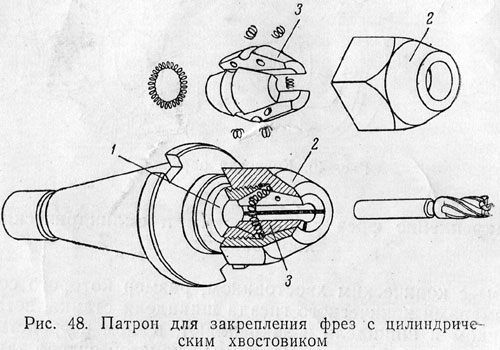
Закрепление фрез с коническим и цилиндрическим хвостовиком
Фрезы с коническим хвостовиком, размер которого совпадает с размерами конического гнезда шпинделя станка, вставляют хвостовиком в шпиндель и закрепляют в нем посредством затяжного винта (шомпола). Это самый простой способ закрепления фрезы как для горизонтально-, так и для вертикально-фрезерного станков. Если размер конуса хвостовика фрезы меньше размера конуса гнезда шпинделя, то прибегают к переходным втулкам (рис. 47). Наружный конус такой втулки соответствует гнезду шпинделя станка, а внутренний — хвостовику фрезы. Переходную втулку с вставленной фрезой устанавливают в шпиндель и затягивают при помощи затяжного винта.
Закрепление насадных фрез большого диаметра
Торцовые фрезы диаметром 125 мм и выше изготовляют насадными. Такие фрезы могут иметь коническое (рис. 49, а) или цилиндрическое(рис. 49, б) посадочное отверстие.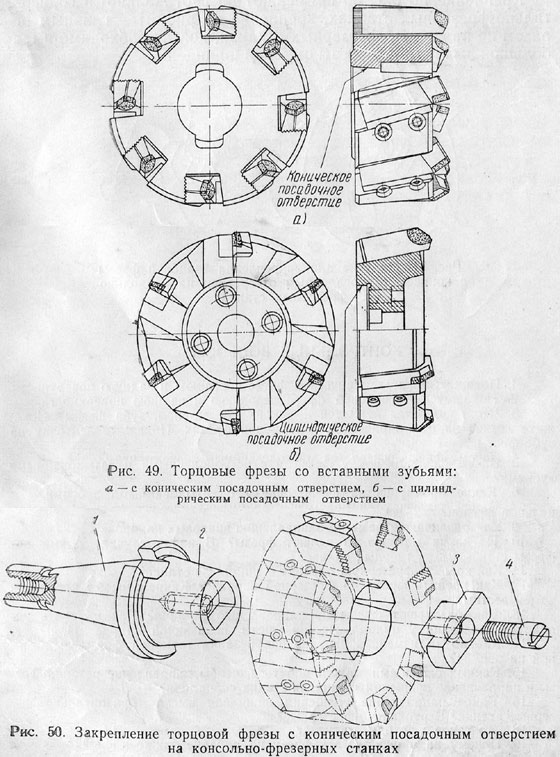
Глава IV
ЭЛЕМЕНТАРНЫЕ ПОНЯТИЯ О ТЕОРИИ РЕЗАНИЯ
§ 10. ЭЛЕМЕНТЫ РЕЗАНИЯ ПРИ ФРЕЗЕРОВАНИИ
В процессе фрезерования зубья фрезы при ее вращении последовательно один за другим врезаются в надвигающуюся заготовку и снимают стружку, осуществляя резание. Элементами резания при фрезеровании являются ширина фрезерования, глубина фрезерования, скорость резания и подача.Ширина и глубина фрезерования
Шириной фрезерованияназывают ширину обрабатываемой поверхности в миллиметрах (рис. 52). Ширина фрезерования обозначается через В.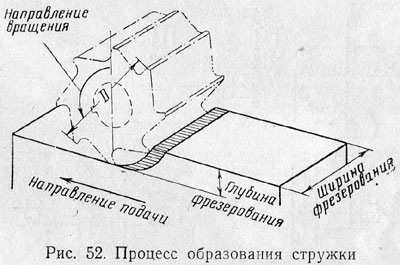
Скорость резания
Главным движением при фрезеровании является вращение фрезы. В процессе фрезерования фреза вращается с определенным числом оборотов, которое устанавливается при настройке станка; однако для характеристики вращения фрезы принимают не число ее оборотов, а так называемую скорость резания. Скоростью резания при фрезеровании называют путь, который проходят в одну минуту наиболее отдаленные от оси точки режущей кромки зуба фрезы. Скорость резания обозначается через υ. Обозначим диаметр фрезы через D и предположим, что фреза делает один оборот в минуту. В этом случае режущая кромка зуба фрезы пройдет в минуту путь, равный длине окружности диаметра D мм, т. е. πD миллиметров. В действительности фреза делает больше одного оборота в минуту. Предположим, что фреза делает n оборотов в минуту, тогда режущая кромка каждого зуба фрезы пройдет в одну минуту путь, равный πDn мм. Следовательно, скорость резания при фрезеровании равна πDn мм/мин. Обычно скорость резания при фрезеровании выражают в метрах в минуту, для чего необходимо полученное выражение скорости в мм/минразделить на 1000. Тогда формула скорости резания при фрезеровании примет вид:
Подача
Движение подачи при фрезеровании выполняется либо вручную, либо механизмом станка. Оно может быть осуществлено перемещением стола станка в продольном направлении, перемещением салазок в поперечном направлении и перемещением консоли в вертикальном направлении. У бесконсольных вертикально-фрезерных станков крестовой стол имеет продольное и поперечное перемещения, а вертикальное перемещение получает шпиндельная головка. При работе на продольно-фрезерных станках продольное перемещение имеет стол, а поперечные и вертикальные перемещения получают шпиндельные головки. При работе на круглом поворотном столе на вертикально-фрезерных станках, на карусельно- и барабанно-фрезерных станках имеет место круговая подача стола. При фрезеровании различают: подачу в одну минуту — перемещение стола в миллиметрах за 1 мин.; обозначается s и выражается в мм/мин; подачу на один оборот фрезы — перемещение стола в миллиметрах за полный оборот фрезы; обозначается s0 и выражается в мм/об; подачу на один зуб фрезы — перемещение стола в миллиметpax за время, когда фреза повернется на часть оборота, соответствующую расстоянию от одного зуба до другого (на один шаг); обозначается sзy6 и выражается в мм/зуб. Часто подачу на один зуб фрезы обозначают sz. На практике пользуются всеми тремя значениями подачи. Они связаны между собой простыми зависимостями:Понятие о режиме резания при фрезеровании
Скорость резания, подача, глубина и ширина резания не могут выбираться произвольно фрезеровщиком по собственному усмотрению, так как это может вызвать преждевременное затупление фрезы, перегрузку и даже поломку отдельных узлов станка, нечистую поверхность обработки и т. д. Все перечисленные выше элементы резания находятся в тесной зависимости друг от друга. Например, с увеличением скорости резания необходимо уменьшать подачу на зуб и снижать глубину резания, фрезерование с большой шириной резания требует уменьшения скорости резания и подачи, фрезерование с большой глубиной резания (черновую обработку) производят с меньшей скоростью резания, чем чистовую обработку, и т. д. Кроме того, назначение скорости резания зависит от материала фрезы и материала заготовки. Фреза из быстрорежущей стали, как уже знаем, допускает большие скорости резания, чем из углеродистой стали; в свою очередь скорость резания для твердосплавной фрезы может быть в 4—5 раз выше, чем для быстрорежущей. Легкие сплавы можно фрезеровать со значительно большей скоростью резания, чем чугун. Чем тверже (крепче) стальная заготовка, тем меньше должна быть скорость резания. Совокупность всех перечисленных выше элементов (скорость резания, подача, глубина и ширина фрезерования) в правиль-ном взаимном сочетании составляет режим резания при фрезеровании, или, сокращенно, режим фрезерования. Наука о резании металлов установила рациональные скорости резания и подачи при заданных глубине резания и ширине фрезерования при обработке различных металлов и сплавов для углеродистых, быстрорежущих и твердосплавных фрез, поэтому назначение режима фрезерования производится на научном основании по соответствующим таблицам, так называемым нормативам режимов резания.§ 11. ПРОЦЕСС ОБРАЗОВАНИЯ СТРУЖКИ
Сущность процесса резания металлов
В результате снятия припуска получается стружка. При этом снятый слой металла меняет свои размеры и форму. Отделение слоя металла от заготовки и образование стружки происходит под действием силы, приложенной к зубу фрезы, следовательно, -изменение формы срезанного слоя металла обрабатываемой заготовки также является результатом воздействия приложенной внешней силы. Изменение формы какого-либо тела под действием силы называется деформацией. Если после прекращения действия силы первоначальная форма тела восстанавливается, деформация называется упругой. Если после прекращения действия силы тело не восстанавливает первоначальной формы, деформация называется пластической. При резании металлов имеют место главным образом пластические деформации. Резец, внедряясь в металл под действием приложенной силы, изменяет форму поверхностного слоя металла обрабатываемой заготовки, сдвигая его частицы и превращая их в стружку. Таким образом, процесс образования стружки состоит из врезания зуба фрезы в обрабатываемую заготовку, смещения одних частиц металла относительно других, образования элементов стружки и отделения образовавшейся стружки.Образование стружки
Образование стружки происходит различно для вязких и для хрупких металлов. Рассмотрим процесс образования стружки при обработке вязких металлов (мягкая сталь, медь, алюминий). Инструмент в момент начала врезания (рис 55, а) вдавливается з обрабатываемую заготовку по направлению стрелки и передней поверхностью сжимает металл. При этом сжатие, как это было установлено русским ученым проф. И. А. Тиме в 1865—1870 гг., впервые в мире научно обосновавшим законы резания, распределяется не на весь снимаемый слой дбвге, а только на часть его абвг. Сжатие вызывает сначала упругие деформации металла, но как только давление на площадку бв (рис. 55, б) превысит сопротивление срезу площадки аб, деформации становятся пластическими, и элемент стружки абвг сдвинется по направлению ба, а резец начнет сжимать следующий слой (рис. 55, в).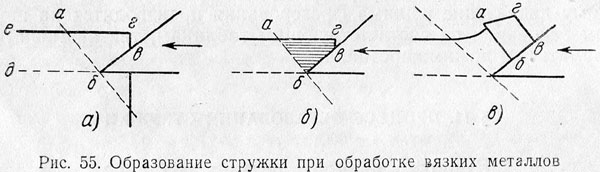


Виды стружки при фрезеровании
При фрезеровании имеет место прерывистое резание, так как каждый зуб, вступая в контакт с заготовкой, снимает поочередно свою порцию металла. Поэтому в процессе фрезерования получается стружка более короткая, чем, например, при точении. Однако закономерности образования стружки являются общими и для фрезерования, где встречаются все рассмотренные выше виды стружки. Так, при фрезеровании вязких металлов с большой подачей и глубиной резания, а равно при фрезеровании недостаточно вязких металлов средней твердости, как хромоникелевые и марганцовистые среднеуглеродистые стали, образуется стружка скалывания. При фрезеровании хрупких и твердых металлов получается стружка надлома. Фрезерование вязких металлов с малыми подачами при небольшой глубине резания на большой скорости (чистовая обработка), а равно фрезерование твердых сталей при скоростных режимах резания дает сливную стружку. Поверхность детали после фрезерования получается более чистой при образовании стружки скалывания и сливной стружки, чем в случае образования стружки надлома. После скоростного фрезерования, когда образуется сливная стружка, чистота поверхности достигает 7 — 8, поэтому часто отпадает необходимость в последующем шлифовании.
7 — 8, поэтому часто отпадает необходимость в последующем шлифовании.§ 12. ЭКСПЛУАТАЦИЯ ФРЕЗ
Общие указания по эксплуатации фрез
Фреза может работать производительно лишь при условия правильной ее эксплуатации. Если фрезерование происходит на правильно назначенных режимах, то фреза может обработать предусмотренное количество деталей, прежде чем ее необходимо отдать в переточку.Понятие о стойкости фрезы
В процессе работы фрезы затупляются вследствие износа, вызванного трением задней поверхности зуба фрезы об обрабатываемую поверхность и трением сходящей стружки о переднюю поверхность зуба. На рис. 58 показано, как выглядит зуб твердосплавной торцовой фрезы в разные периоды износа. В процессе фрезерования на задней поверхности зуба образуется площадка износа, ширина которой b все время увеличивается. Одновременно на передней поверхности в результате трения сходящей стружки образуется едва заметная лунка, причем она находится на некотором расстоянии l от режущей кромки. По мере работы износ задней поверхности все время опережает износ передней, пока площадка износа на задней поверхности не соединится с лункой. С этого момента износ резко возрастает, так как разрушенное лезвие не может резать нормально. Наступает так называемый катастрофический износинструмента, после которого для восстановления правильной геометрии зубьев фрезы приходится снимать большой слой металла с передней и задней поверхности зубьев.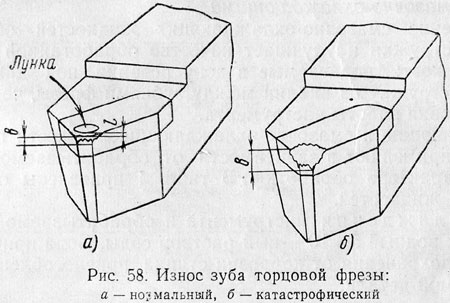
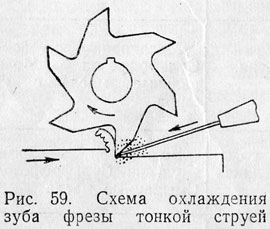
Охлаждение фрезы
Чтобы уменьшить нагревание фрезы при резании, тем самым уменьшить износ под влиянием размягчения режущей кромки и продлить срок работы фрезы без переточки, прибегают к охлаждению. Существует несколько способов охлаждения фрезы жидкостью, поступающей струей из насоса при помощи шланга и на правляемой на фрезу; жидкостью, поступающей тонкой струей в зону резания; жидкостью, распыленной в виде тумана; углекислым газом и другими газообразными охлаждающими веществами. Некоторые жидкости, применяемые при фрезеровании, служат не только для охлаждения инструмента и обрабатываемой детали, но и для уменьшения трения между режущими элементами зуба и обрабатываемой поверхностью. Такие жидкости называются смазочно-охлаждающими. Применение смазочно-охлаждающих жидкостей облегчает отделение стружки и улучшает качество обработанной поверхности. Жидкости, подаваемые в зону резания под давлением, вымывают стружку из впадин между зубьями фрезы, чем облегчаются условия работы инструмента. Охлаждающие и смазочно-охлаждающие жидкости при фрезеровании применяют в зависимости от обрабатываемого материала и характера обработки В табл. 1 приведены основные виды таких жидкостей. Для охлаждения инструмента и обрабатываемой детали используют водный 5—10%-ный раствор соды. Сода прибавляется для предохранения от коррозии станка, приспособления и обрабатываемой детали. Наиболее распространенными смазочно-охлаждающими жидкостями являются эмульсии — раствор мыла в минеральных маслах, тщательно смешанный с водой — которые обладают хорошими охлаждающими и удовлетворительными смазочными средствами. При легких фрезерных работах применяют водную эмульсию, представляющую 6%-ный водный раствор эмульсола. Эмульсол состоит из 75—80% минерального масла, 18—20% мыла, 3—5% спирта и 4—5% воды. При получистовой и черновой обработке применяют масляную эмульсию, содержащую кальциевую соль олеиновой кислоты, которая образует на обрабатываемой поверхности тончайшую пленку, обеспечивающую смазку режущей кромки. При обработке с большими сечениями стружки применяют смазочно-охлаждающие жидкости, образующие прочную масляную пленку, не разрушающуюся при высокой температуре и большом усилии резания. К ним относятся сульфофрезолы (осернениые минеральные масла) и смешанные масла (минеральное масло в смеси с продуктом, содержащим жирные кислоты). Охлаждающую и смазочно-охлаждающую жидкости следует подводить обязательно непрерывной струей и с первого же момента резания. Количество подаваемой жидкости при черновой, обработке доводят до 30 л/мин, при чистовой — до 6 л/мин.Таблица 1
Охлаждающие и смазочно-охлаждающие жидкости
|
Обрабатываемый материал |
Применяемая жидкость при |
|
|
Черновое фрезерование |
Чистовое фрезерование |
|
|
Углеродистые, конструкционные, инструментальные и жаропрочные стали |
Масляная эмульсия. Сульфофрезол |
Водная и масляная эмульсии. Сульфофрезол. Смешанные масла |
|
Улучшенные и цементируемые стали |
Масляная эмульсия. Сульфофрезол |
Масляная эмульсия. Сульфофрезол. Минеральные масла с 5%жира |
|
Стальное литьё |
Водный раствор соды. Водная и масляная эмульсии |
Водная и масляная эмульсии. Сульфофрезол. Смешанные масла |
|
Чугунное литьё |
Обычно без охлаждения. Водный раствор соды. Эмульсия |
Обычно без охлаждения. Водный раствор соды. Эмульсия |
|
Ковкий чугун |
Обычно без охлаждения. Эмульсия |
Обычно без охлаждения. Сульфофрезол |
|
Бронзовое литье |
Без охлаждения. Водная эмульсия |
Водная и масляная эмульсии. Смешанные масла, Сульфофрезол |
|
Медь, латунь, медное литье |
Без охлаждения. Водная и масляная эмульсии |
Без охлаждения. Водная и масляная эмульсии. Смешанные масла. Сульфофрезол |
|
Алюминий и его сплавы |
Масляная эмульсия. Смешанные масла. Керосин. Скипидар |
Осерненные масла. Смесь неочищенного сурепного масла с очищенными минеральными маслами. Керосин. Скипидар |
|
Магниевые сплавы |
Всухую. Минеральные масла с высокой температурой вспышки |
|
|
Никелевые сплавы |
Масляная эмульсия. Сульфофрезол. Минеральное масло с 5% жира |
|
Глава V
ПРОСТЕЙШИЕ ПРИСПОСОБЛЕНИЯ ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВОК
Устанавливаемая на фрезерный станок заготовка должна занимать определенное положение по отношению к фрезе. От установки заготовки зависят прежде всего точность обработки и взаимное расположение обработанных поверхностей. Кроме того, заготовка должна быть прочно и надежно закреплена. Следует помнить, что при фрезеровании зуб фрезы давит на заготовку и отжимает ее. В отдельных случаях фреза может подхватить заготовку, вследствие чего могут поломаться зубья фрезы, а иногда возможен несчастный случай с работающим. Неточность, небрежность и неправильность установки часто ведут к браку. В простейшем случае заготовку закрепляют непосредственно на столе станка. Это возможно тогда, когда заготовка имеет хорошую опорную поверхность. При правильном закреплении заготовка должна плотно соприкасаться с плоскостью стола опорной поверхностью. Стол станка имеет обычно три продольных паза, в которые заводят крепежные болты. Для крепления заготовки к столу пользуются прихватами, которые прижимают болтами. Заготовки круглого сечения устанавливают и закрепляют в призмах, которые в свою очередь крепят к столу станка болтами. В инструментальном деле (при изготовлении метчиков, разверток, концевых фрез) закрепляют заготовку между центрами делительной головки и задней бабки. Часто заготовку закрепляют в самом шпинделе делительной головки. Применяют также закрепление в патроне, который надевают на шпиндель делительной головки. Широко распространенным способом крепления заготовки является зажим в машинных тисках. Такое крепление встречается во многих случаях фрезерной обработки. Когда же необходимо фрезеровать одинаковые заготовки в больших количествах, применяют специальные фрезерные приспособления, обеспечивающие большую точность установки и обработки, а также снижающие время на установку и зажим заготовок.§ 13. ЗАКРЕПЛЕНИЕ ЗАГОТОВОК НА СТОЛЕ СТАНКА
Приспособления для закрепления
Для закрепления заготовки непосредственно на столе станка пользуются прихватами с болтам и прижимами. На рис. 60 показаны различные типы прихватов. Прихват I является самым распространенным. Отверстие 1 для болта сделано продолговатым, что дает возможность передвигать прихват относительно закрепляемой заготовки. Такие отверстия сделаны у всех прихватов, показанных на рис. 60. Винт 2 у прихвата II служит вместо подкладки под прихват. Выступ 3 у прихвата III, а также выступ 5 у прихвата IV дают возможность пользоваться прихватами без подкладок. Уступом 4 прихват III ложится на деталь. У прихвата IV снята фаска 6, чтобы он не мешал работе фрезы при обработке соответствующих поверхностей заготовок.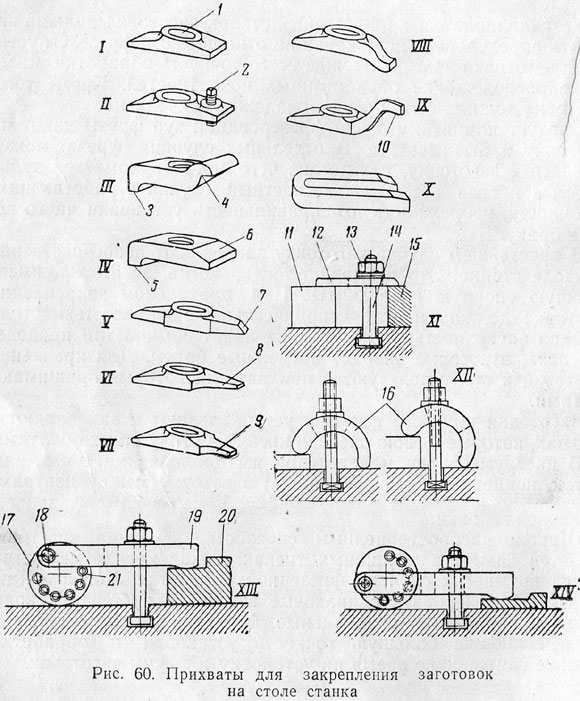
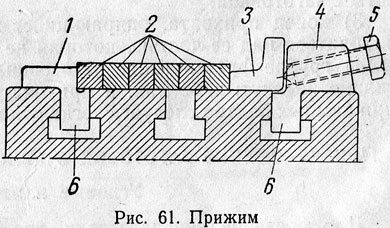
Правила закрепления заготовок на столе станка
Несмотря на то что крепление заготовки на столе фрезерного станка является простейшим случаем, оно требует опыта. При закреплении на столе с помощью прихватов необходимо запомнить ряд основных правил: 1) болт, крепящий прихват, необходимо устанавливать возможно ближе к заготовке, для чего надо применять прихваты с продолговатыми отверстиями; 2) прихват должен опираться на подкладку одинаковой высоты с заготовкой; 3) конец прихвата, опирающийся на заготовку, не должен находиться над ее частью, которая не лежит плотно на столе;4) грубое фрезерование заготовки следует производить при сильно затянутых болтах, а при чистовом фрезеровании гайки прижимных болтов следует слегка ослабить.
§ 14. ЗАКРЕПЛЕНИЕ ЗАГОТОВОК В УГЛОВЫХ ПЛИТАХ И ПРИЗМАХ
Угловые плиты
Для фрезерования заготовки, две обрабатываемые стороны которой должны составлять угол, пользуются угловой плитой, которую иногда называют угольником. На рис. 62, а показана обычная угловая плита. Стороны ее обработаны под прямым углом друг к другу. Заготовку закрепляют на угловой плите посредством прихватов или струбцинок. Угловые плиты больших размеров имеют ребра жесткости 1, скрепляющие полки.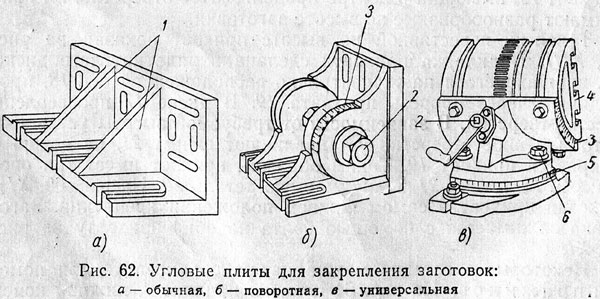
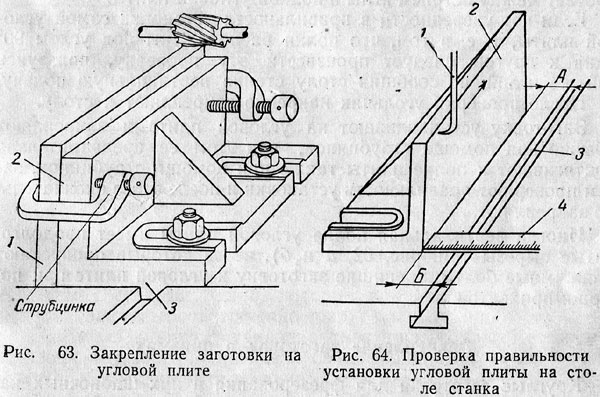
Закрепление заготовок в призмах
Круглые заготовки для фрезерования в них шпоночных канавок, пазов и лысок удобно закреплять в призмах. При коротких заготовках достаточно одной призмы. Если длина заготовки велика, приходится устанавливать на стол станка две призмы на некотором расстоянии друг от друга. Призмы закрепляют на столе станка прихватами, а заготовку закрепляют в призмах при помощи струбцинок или прихватов. На рис. 65 показан вал 2, закрепленный на двух призмах 3. Призмы установлены на столе станка. Правильность положения оси каждой призмы обеспечивается шипом в основании призмы, входящим в паз стола, как показано на рисунке справа. Закрепляют валы при помощи прихватов 1. Необходимо следить, чтобы прихваты опирались на закрепляемый вал над призмами во избежание прогиба вала. Под прихваты следует положить тонкий лист меди или латуни, чтобы не повредить обработанной поверхности вала.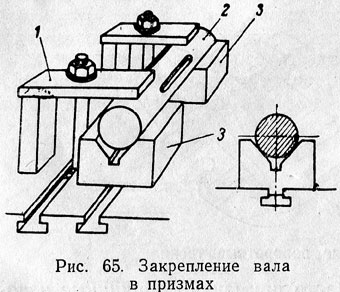
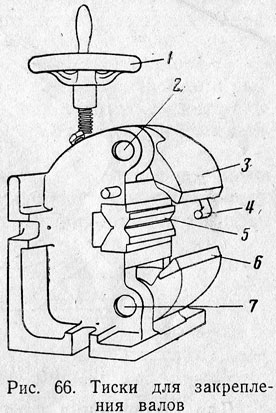
§ 15. ЗАКРЕПЛЕНИЕ ЗАГОТОВОК В ТИСКАХ
Типы машинных тисков
Машинные тиски очень удобны для закрепления заготовок. Они бывают различных размеров сообразно размерам станка, для которого предназначаются, и размерам заготовок. На рис. 67 показаны машинные поворотные тиски, которые крепятся к столу фрезерного станка при помощи болтов, входящих в выемки плиты 2. На плите крепится поворотный корпус 1 тисков, закрепляемый в любом положении при помощи болта 3. Поворот корпуса 1 относительно плиты 2устанавливают по шкале.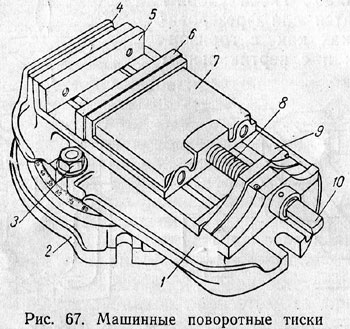
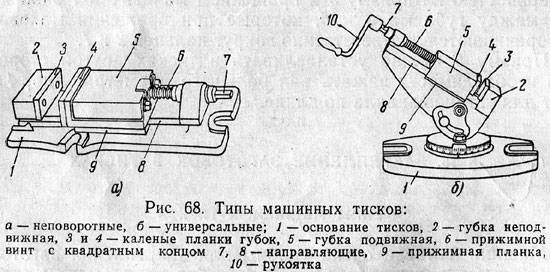
Установка тисков на столе станка
Для правильной установки тисков на столе фрезерного станка используют имеющиеся в основании тисков прямоугольные пазы, расположенные перпендикулярно один к другому, так называемый крестовый паз. Протерев насухо основание тисков, их устанавливают на стол станка. До установки надо ввести в средний паз стола два сухаря, которые входят в продольный паз тисков. Если тиски надо закрепить поперек стола, то сухари вставляют в поперечный паз тисков. Затем вставляют в пазы стола прижимные болты с шайбами и гайками и закрепляют тиски болтами, используя имеющиеся в плите тисков прорези для болтов. При завинчивании гаек прижимных болтов надо завертывать их попеременно, так как полная затяжка гаек сначала с одной стороны, а затем с другой не обеспечивает правильной установки тисков. Если тиски не имеют крестового паза для правильной установки на столе станка, приходится производить выверку расположения тисков. На рис. 69, а дана схема выверки тисков в том случае, когда необходимо расположить их так, чтобы губки были параллельны оси шпинделя станка. Тиски (в незакрепленном состоянии) располагают на столе станка так, чтобы фрезерная оправка, установленная в шпинделе, плотно прилегала к неподвижной губке.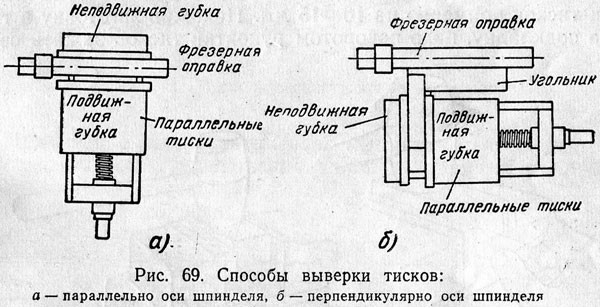
Закрепление заготовок в тисках
Для закрепления заготовки в тисках надо развести губки на ширину несколько больше ширины заготовки, протереть насухо губки и дно тисков. Если заготовка по высоте меньше высоты губок тисков, следует взять одну или две стальные подкладки с правильно обработанными параллельными плоскостями, протереть и положить между губками на направляющие тисков. Установленная на подкладки заготовка должна быть выше губок тисков примерно на 10—15 мм. Положив заготовку в тиски на подкладку, надо поворотом рукоятки тисков зажать ее и, обстукивая ударами медного или латунного молотка, удостовериться в надежном закреплении. При неплотном прилегании заготовки ее следует еще осадить ударами молотка и дополнительно закрепить. На рис. 70, а показана заготовка, установленная на одной, а на рис. 70, б — на двух параллельных подкладках.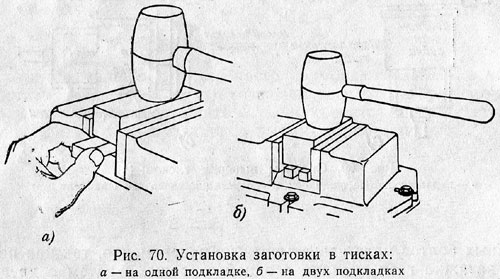
Механизация простейших зажимных приcпособлений
Мысль новаторов-фрезеровщиков направлена на сокращение времени, необходимого для установки и зажима деталей без применения специальных приспособлений. При обработке небольших деталей новаторы применяют для их закрепления эксцентриковые тиски (рис. 71), значительно сокращающие время зажима. Поворот рукоятки 1 (рис. 71, б), имеющей смещение головки 2 на величину е относительно центра вращения (рис. 71, а), вызывает нажим подвижной губки 4 и закрепление заготовки между ней и неподвижной губкой 3. Поворот рукоятки 1в обратном направлении освобождает заготовку.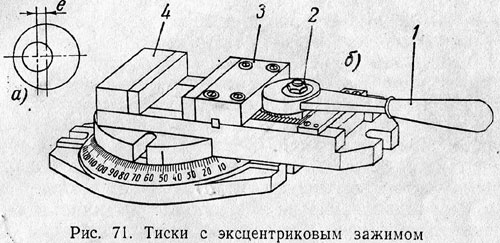
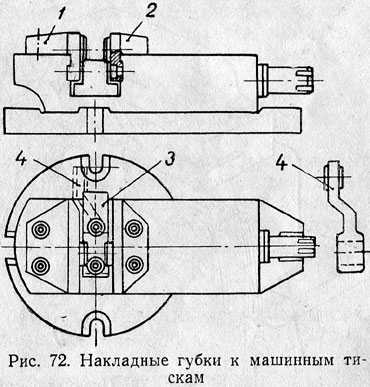
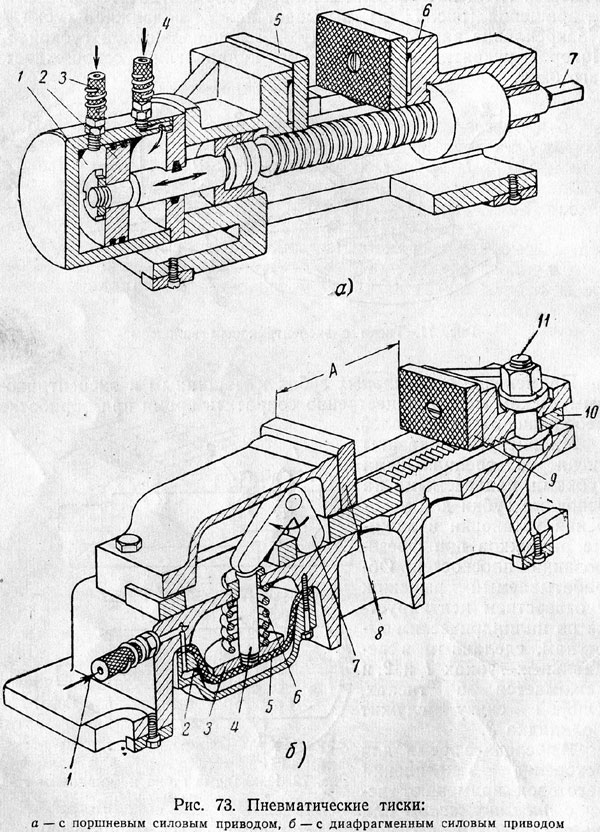
§ 16. ЗАКРЕПЛЕНИЕ ЗАГОТОВОК В СПЕЦИАЛЬНЫХ ЗАЖИМНЫХ ПРИСПОСОБЛЕНИЯХ
Специальные зажимные приспособления
Для сокращения времени на установку, выверку и зажим деталей целесообразно применять специальные (сконструированные для обработки данной детали) зажимные приспособления. Особенно целесообразно применять специальные приспособления при изготовлении больших партий одинаковых деталей. Специальные зажимные приспособления могут иметь винтовой, эксцентриковый, пневматический, гидравлический или пневмогидравлический зажим.Схема одноместного приспособления
Так как приспособления должны быстро и надежно закреплять заготовку, то предпочтительнее применять такие зажимы, когда одновременно достигается зажатие одной заготовки в нескольких местах. Ha рис. 74 показано зажимное приспособление для корпусной детали, в котором зажим производится одновременно двумя прихватами 1 и 6 с двух сторон детали при помощи завертывания одной гайки 5. При завертывании гайки 5 штырь 4, имеющий двойной скос в плашке 7, через тягу 8 воздействует на скос плашки 9 и прижимает гайкой 2 прихват 1, сидящий на штыре 3. Направление действия зажимного усилия показано стрелками. При отвертывании гайки 5 пружины, подложенные под прихватами 1 и б, поднимают их, освобождая деталь.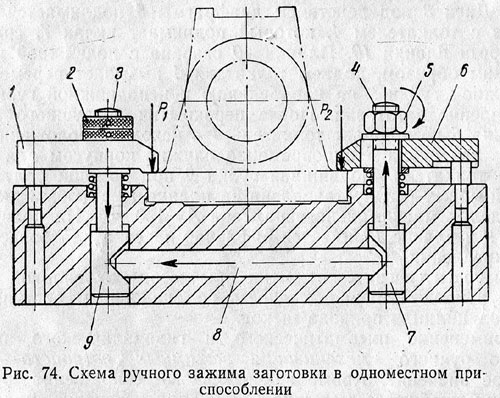
Многоместные приспособления
Закрепление одним зажимом нескольких заготовок дает сокращение времени на закрепление и применяется при работе на многоместных приспособлениях. На рис. 75 дана схема двухместного приспособления для зажима двух валиков при фрезеровании шпоночных канавок. Зажим производится рукояткой 4 с эксцентриком, который выполняет одновременно нажим на прихват 3 и через тягу 5 на прихват 1, прижимая тем самым обе заготовки к призмам в корпусе 2 приспособления. Освобождение валиков производится поворотом рукоятки 4 в обратную сторону. При этом пружины 6 оттягивают прихваты 1 и 3.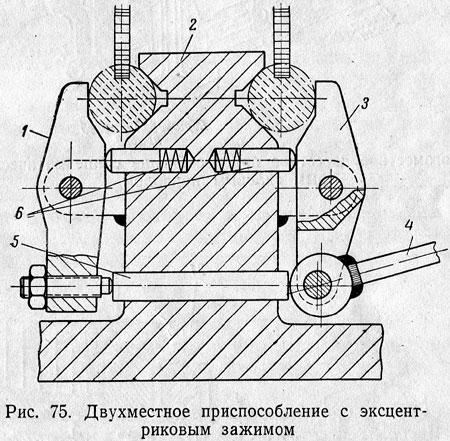
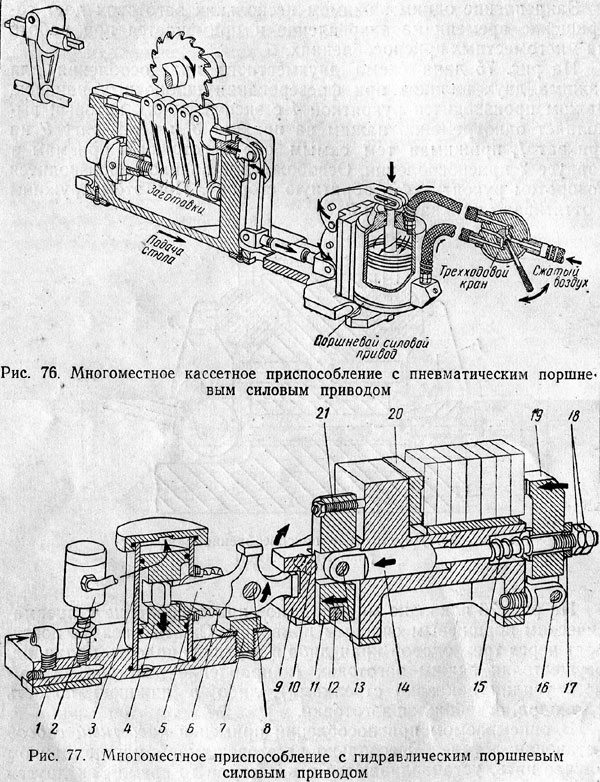
Правила выбора зажимных приспособлений
При выборе типа зажимных приспособлений следует руководствоваться следующими правилами. Зажимы должны быть простыми, быстродействующими и легко доступными для приведения их в действие, достаточно жесткими и не ослабляться самопроизвольно под действием фрезы, от вибраций станка или под действием случайных причин, не должны деформировать поверхность заготовки и вызывать ее пружинение. Зажимному усилию в зажимах противопоставляется опора, и оно по возможности должно быть направлено так, чтобы способствовать прижатию заготовки к опорным поверхностям во время обработки. Для этого зажимные приспособления следует устанавливать на столе станка так, чтобы усилие резания, возникающее в процессе фрезерования, воспринималось неподвижными частями приспособления, например неподвижной губкой тисков. На рис. 78 даны схемы установки зажимного приспособления.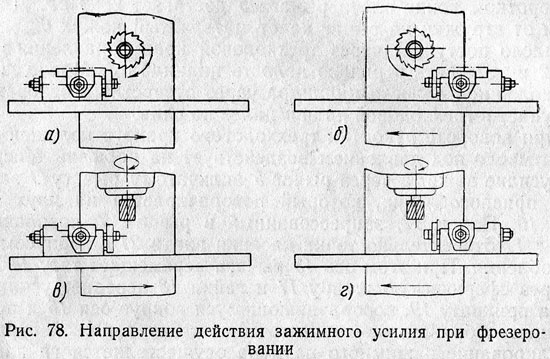
При фрезеровании торцовой фрезой в зависимости от направления подачи следует направлять усилие зажима, как показано на рис. 78, в или рис. 78, г.
При таком расположении приспособления зажимному усилию противопоставлена жесткая опора и усилие резания способствует прижатию заготовки к опорной поверхности во время обработки.
раздел второй
ПРОСТЕЙШИЕ ФРЕЗЕРНЫЕ РАБОТЫ
Глава VII
ФРЕЗЕРОВАНИЕ ПЛОСКОСТЕЙ
Плоскостью называют поверхность, которая прямолинейна во всех направлениях. Если к плоскости приложить в любом направлении ребро лекальной линейки, то между ним и проверяемой плоскостью можно обнаружить лишь незначительный просвет, равномерно расположенный вдоль всей линии касания. Чем более точно изготовлена плоскость, тем меньше просвет. Наличие значительного просвета на различных участках касания показывает, что плоскость изготовлена неточно.В деталях машин, станков и механизмов многие поверхности имеют форму плоскости, например, рабочая поверхность стола фрезерного станка, поверхности направляющих станины, поверхность основания тисков, поверхность подошвы угольника и т. д.; в связи с этим фрезерование плоскостей является наиболее распространенным видом фрезерной обработки.
Фрезерование плоскостей можно производить на горизонтально- и на вертикально-фрезерных станках.
Фрезерование плоскостей на горизонтально-фрезерных станках производится главным образом цилиндрическими фрезами, а фрезерование плоскостей на вертикально-фрезерных станках — торцовыми фрезами или фрезерными головками.
§ 21. ФРЕЗА В ПРОЦЕССЕ РЕЗАНИЯ
Цилиндрическая фреза
На рис. 81, а показана цилиндрическая фреза в процессе резания. Фреза вращается в направлении, указанном стрелкой. Стрелка на заготовке показывает направление подачи, которое в данном случае идет против направления вращения фрезы. Это общепринятое направление подачи. Такое фрезерование называется фрезерованием против подачи(встречным фрезерованием).
В обоих случаях фреза снимает каждым зубом стружку в виде запятой, с той разницей, что при фрезеровании против подачи (рис. 81, а) зуб забирает стружку с ее тонкого конца и заканчивает резание при наибольшей толщине стружки, а при фрезеровании по подаче (рис. 81, б) зуб начинает срезать стружку наибольшей толщины и заканчивает резание у ее тонкого конца.
Переменная толщина стружки, меняющаяся от начала врезания зуба до его выхода, требует переменного усилия для ее снятия. Усилие, потребное для снятия стружки каждым зубом цилиндрической фрезы, возрастает от нуля до наибольшей величины при фрезеровании против подачи и, наоборот, падает от наибольшей величины до нуля при фрезеровании по подаче. Такое резкое изменение усилия резания вызывает колебание нагрузки станка, что в свою очередь вызывает удары в приводном механизме и приводит к вибрации станка.
При фрезеровании против подачи (рис. 81, а) зуб не начинает резание в точке А. Какую-то часть пути sск, как это видно на рис. 82, зуб скользит по поверхности, обработанной предыдущим зубом, пока в зависимости от величины е, зависящей от пружинения оправки, биения фрезы и остроты режущей кромки, толщина слоя под зубом будет достаточной, чтобы зуб не мог дальше проскальзывать и начал резать. С этого момента начинается образование стружки. Возникающая в процессе скольжения зуба теплота требует обильного охлаждения. Износ задней поверхности зуба вследствие нагрева при скольжении является большим недостатком этого метода фрезерования.
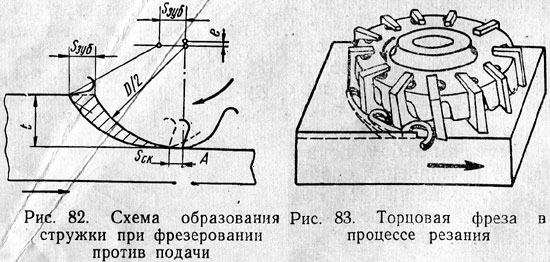
Фрезерование по подаче является более передовым методом обработки плоскостей, однако оно может применяться лишь в случае отсутствия зазоров в механизме перемещения стола (винт—тайка) и только при жестком креплении заготовки. Этим методом нельзя работать по корке (литье или поковка), так как зуб, начиная врезаться со стороны корки или окалины, быстро тупится.
Фрезерование по подаче является наиболее целесообразным при обработке поверхностей тонких деталей, при прорезных и отрезных работах.
Торцовая фреза
На рис. 83 показана торцовая фреза в процессе резания. В отличие от цилиндрической торцовая фреза снимает каждым зубом стружку, которая имеет почти постоянную толщину при прямоугольной форме сечения. Благодаря этому усилие при торцовом фрезеровании остается более постоянным, чем при цилиндрическом, где оно меняется вместе с изменением толщины стружки.При фрезеровании торцовой фрезой, как это видно из сравнения рис. 83 и 81, в резании одновременно находится большее количество зубьев, чем при фрезеровании цилиндрической фрезой. Это создает более постоянное усилие на шпинделе станка. Поэтому работа при торцовом фрезеровании происходит спокойнее, чем при цилиндрическом, т. е. с меньшими вибрациями и почти без ударов, что является преимуществом торцового фрезерования перед цилиндрическим.
Если учесть, что для фрезерования плоскостей обычно применяют фрезы со вставными ножами, снабженными пластинками твердого сплава, который очень чувствителен к вибрациям и ударам, то преимущества торцового фрезерования станут более очевидными.
При фрезеровании торцовой фрезой резание производят зубья, расположенные на цилиндрической поверхности фрезы, торцовые же зубья только заглаживают обработанную поверхность. Поэтому поверхности, обработанные торцовой фрезой, получаются более чистыми, чем поверхности, обработанные цилиндрической фрезой.
Преимущества торцового фрезерования определяют предпочтение этого вида обработки плоскостей во всех случаях, когда ширина фрезеруемой поверхности превышает 100—125 мм.
Ввиду преимущества торцовой фрезы необходимо в каждом отдельном случае фрезерования плоскостей прежде всего убедиться, нельзя ли произвести эту обработку методом торцового фрезерования.
§ 22. ФРЕЗЕРОВАНИЕ ПЛОСКОСТИ ЦИЛИНДРИЧЕСКОЙ ФРЕЗОЙ
Обработка плоскостей цилиндрической фрезой является простейшей операцией, но она требует от фрезеровщика внимания и аккуратности. З). Точность обработки размера 57 мм показана ±0,3 мм, это означает, что толщина бруска может колебаться между 57,3 мм и 56,7 мм и иметь любой размер, лежащий в пределах этих двух крайних значений, например: 56,7; 56,8; 56,9; 57,0; 57,1; 57,2 и 57,3 мм.
З). Точность обработки размера 57 мм показана ±0,3 мм, это означает, что толщина бруска может колебаться между 57,3 мм и 56,7 мм и иметь любой размер, лежащий в пределах этих двух крайних значений, например: 56,7; 56,8; 56,9; 57,0; 57,1; 57,2 и 57,3 мм. Фрезерование будем производить в один черновой проход цилиндрической фрезой с крупными зубьями. Фрезу выбираем с винтовыми зубьями для более спокойной работы. Заготовку закрепляем в тисках.
Подготовка к работе
Установка и закрепление фрезы. Выбираем цилиндрическую фрезу с винтовыми зубьями диаметром 80 мм, шириной 80 мм, с отверстием диаметром 32 мм и числом зубьев 10. Материал фрезы — быстрорежущая сталь марки Р18.Цилиндрическая фреза выбрана по ГОСТ 3752—59. Если в кладовой имеются фрезы по старым ГОСТам, отличающиеся диаметром и шириной от рассмотренной в данном примере, следует подобрать фрезу с подходящими размерами, например диаметром 75 мм, шириной 75 мм и с числом зубьев 8.
Для установки и закрепления фрезы следует:
1. Поставить поворотом крестообразной рукоятки хобот станка в крайнее переднее положение, отвернув предварительно винты (рис. 85, а).

2. Снять серьгу, отвернув предварительно крепящий винт (рис. 85, б).
3. Протереть насухо конус фрезерной оправки и коническое гнездо шпинделя станка (рис. 86).
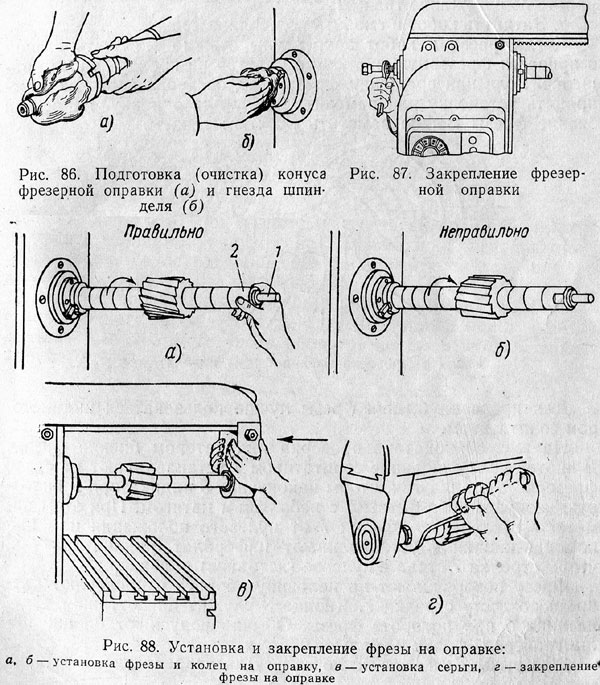
5. Снять с фрезерной оправки установочные кольца и надеть на оправку столько колец, чтобы после установки цилиндрической фрезы на оправке она оказалась как можно ближе к станине станка (насколько это позволяет установка обрабатываемой заготовки). При надевании фрезы на оправку нужно следить, чтобы направление резания фрезы совпадало с направлением вращения шпинделя (рис. 88, a).
Если направление резания цилиндрической фрезы не совпадает с направлением вращения шпинделя (рис. 88, б), следует снять фрезу и повернуть ее другим торцом.
Надев фрезу, надо также надеть на оправку остальные установочные кольца и завернуть гайку 2 (рис. 88, а). При навинчивании гайки на оправку нужно следить за тем, чтобы гайка не закрывала шейку оправки 1, которая должна входить в подшипник серьги.
6. Поворотом крестообразной рукоятки переместить хобот на расстояние, соответствующее длине фрезерной оправки, и установить серьгу так, чтобы конец (шейка) оправки вошел в подшипник серьги (рис. 88, в).
7. Закрепить фрезу на оправке, завернув гайку ключом (рис. 88, г), и закрепить серьгу. При этом зев ключа должен плотно садиться на грани гайки, чтобы он не мог сорваться при работе во избежание травмы.
8. Затянуть хобот и смазать подшипник серьги.
Когда фреза и хобот закреплены, можно включить станок и привести фрезерную оправку с надетой на нее фрезой во вращение. Если при вращении фреза бьет, остановить станок и исправить установку или заменить фрезу или оправку. Не всегда биение фрезы можно заметить простым глазом.
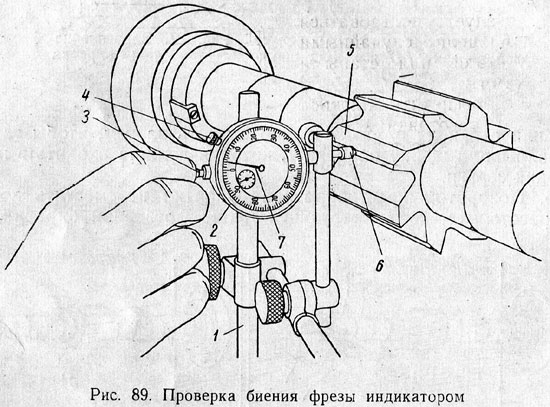
На рис. 89 показана проверка индикатором биения фрезы. Для этой цели основание со штативом 1 устанавливают на столе фрезерного станка так, чтобы наконечник 6 индикатора 2 вплотную коснулся зуба фрезы 5 с небольшим натягом. При этом замечают отклонение стрелки 7 от нулевого положения или при помощи кнопки 4 устанавливают циферблат индикатора так, чтобы стрелка 7 стала в нулевое (исходное) положение.
Фрезу поворачивают на половину оборота и проверяют биение по отсчету стрелки 7. Кнопка 3 служит для оттяжки наконечника 6 при повороте фрезы. Обычно допускают биение цилиндрической фрезы не больше 0,05 мм.
Закрепление заготовки. Для закрепления заготовки при обработке удобнее использовать машинные тиски, так как размеры заготовки небольшие и она легко умещается между губками тисков.
Установленная в тиски заготовка должна выступать из губок так, чтобы подлежащая обработке поверхность не была закрыта и фреза не могла задеть при обработке каленые губки тисков во избежание поломки (выкрашивания) зубьев. Поэтому в тех случаях, когда толщина заготовки меньше, чем высота губок тисков, заготовку устанавливают в тисках на подкладки (см. рис. 70) соответствующей толщины.
Не следует пользоваться для этой цели случайными кусками стали или старыми заготовками.
Чтобы обеспечить плотное прилегание заготовки к опорной плоскости, заготовку осаживают с помощью дуралюминового, латунного или медного молотка (рис. 90). Если заготовка имеет неровные грани (поковка, литье), то при ее установке в тиски надо стремиться приложить наиболее ровную грань заготовки к неподвижной губке тисков. Такое расположение заготовки в тисках способствует более прочному ее закреплению.
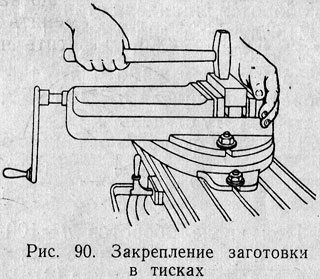
Настройка станка на режим фрезерования
Как уже известно, режим фрезерования состоит из следующих элементов: ширины фрезерования, глубины резания, подачи и скорости резания.Ширина фрезерования задана условиями обработки и составляет 60 мм. Ширину фрезы берут несколько больше ширины фрезеруемой поверхности. В данном случае ширина фрезы 80 мм.
Так как фрезерование будем производить за один проход, то глубина резания в нашем примере задана условиями обработки и равна 3 мм.
Подачу на зуб назначают в зависимости от требуемой чистоты фрезеруемой поверхности: чем выше класс чистоты, тем меньшую назначают подачу. Фрезеруемая плоскость бруска согласно рис. 84 должна иметь чистоту по 3-му классу. Для достижения такой чистоты задана подача sзуб =0,08 мм/зуб.
На скорость резания влияют следующие условия: качество материала обрабатываемой заготовки, режущие способности материала фрезы, ширина и глубина фрезерования, подача на зуб, наличие охлаждения, отсутствие вибрации станка. Для облегчения выбора скорости резания имеются специальные таблицы, в которых учитываются эти условия. Пусть задана по этим таблицам скорость резания υ = 27 м/мин. Надо определить число оборотов шпинделя станка.
По лучевой диаграмме (см. рис. 54) скорости резания υ = 27 м/мин при диаметре фрезы 80 мм соответствует число оборотов между n6=100 и n7=125. Выбираем меньшую ступень оборотов шпинделя п6= 100 об/мин и настраиваем коробку скоростей на эту ступень. Здесь и в дальнейших примерах принято, что работа ведется или на горизонтально-фрезерном станке 6М82Г, или на универсально-фрезерном станке 6М82. В случае работы на станке другой модели числа оборотов шпинделя и подачи стола могут не совпадать с указанными в примерах.
При этом скорость резания по формуле (1)


Таким образом, фрезерование будем производить цилиндрической фрезой 80X80X32 мм с винтовыми зубьями (материал фрезы — быстрорежущая сталь Р18) при глубине резания 3 мм, ширине фрезерования 60 мм, продольной подаче 80 мм/мин, или 0,08 мм/зуб, и скорости резания 25,1 м/мин. Фрезеровать надо с охлаждением.
На производстве режимы резания для фрезерования заданной заготовки обычно дают фрезеровщику в виде операционной карты, и в его задачу входит настройка станка на заданный режим. Однако квалифицированный фрезеровщик должен уметь самостоятельно выбирать режимы резания по соответствующим таблицам, исходя из условий обработки.
Приёмы фрезерования плоскости бруска
После закрепления заготовки, закрепления фрезы и настройки станка на режим резания можно приступить к фрезерованию плоскости бруска.Включаем электродвигатель станка в сеть. Затем, включив нажатием кнопки «пуск» станок, осторожно подводим вручную стол вместе с закрепленной заготовкой под фрезу до момента легкого касания. Затем ручным перемещением стола в продольном направлении выводим заготовку из-под фрезы, после чего вращением рукоятки вертикальной подачи поднимаем стол на нужную глубину резания, т. е. на 3 мм. Подъем стола следует производить по лимбу, т. е. по кольцу с делениями, которое насажено на конец вала ручкой вертикальной подачи.
Отсчет по лимбу можно вести от любого деления, но для удобства отсчета лучше в момент, когда фреза коснется поверхности заготовки, поставить лимбовое кольцо в нулевое положение, т. е. до совпадения нуля на лимбе с визирной риской. В этом случае отсчет делений будет вестись от нуля, что значительно упрощает отсчет.
Деления лимба неодинаковы на всех станках, поэтому необходимо заранее определить цену деления лимба (ценой деления лимба называется величина, на которую переместится стол станка, если рукоятку винта подачи стола повернуть на одно деление лимба).
Лимбы вертикального подъема стола станка 6М82Г и соответственно станков 6М82 и 6М12П имеют 40 делений, и при полном обороте винта ручного подъема стол поднимается на 2 мм. Следовательно, поворот на одно деление лимба соответствует подъему стола на 2:40 = 0,05 мм и цена одного деления лимба станка равна 0,05 мм.
Чтобы поднять стол на 3 мм, нужно повернуть лимб на 3:0,05 = 60 делений лимба. Иначе говоря, если отсчет вести от нуля, нужно повернуть рукоятку ручного подъема стола на один полный оборот и еще на 20 делений лимба, т. е. до совпадения 20-го деления лимба с визирной риской.
При вращении рукоятки вертикальной подачи нужно учитывать «мертвый ход» винта. Мертвый ход (зазоры в соединении) образуется в результате износа ходового винта и гайки. Если вращать рукоятку винта подачи в одном направлении, а затем изменить направление вращения (вращать винт в противоположную сторону), то винт провернется на какую-то часть оборота вхолостую, т. е. стол перемещаться не будет.
Следовательно, если при установке стола на глубину резания по лимбу рукоятка по ошибке была повернута несколько больше, чем нужно, и установлена глубина несколько большая, чем требуется, то поворот рукоятки (маховичка) в обратном направлении на число делений, на которое произошла ошибка, может не исправить положения стола и размер детали после фрезерования получится меньшим, чем требуется. Поэтому нужио стараться возможно осторожнее подводить лимб до нужного деления.
Если же лимб случайно все-таки повернули на большее число делений, например не до 20-го деления, как это задано, а до 25-го (рис. 91, а), то для исправления ошибки нельзя подавать рукоятку в обратном направлении до совпадения с риской (рис. 91, б), а нужно обязательно повернуть маховичок с лимбом в обратном направлении почти на полный оборот и затем. осторожно подводить лимб заново до нужного деления (рис. 91, в).

Установку на глубину резания можно выполнять еще другими способами: по разметке, по габариту и по образцовой детали.
Для установки на глубину резания по разметкезаготовку необходимо предварительно разметить, т. е. провести на ней линии, по которым должна проходить плоскость фрезерования. Для более четкого выделения линий разметки заготовку предварительно окрашивают меловым раствором и на прочерченные чертилкой рейсмаса линии наносят углубления в виде острых точек при помощи кернера и молотка (накерниваюг). На рис. 92 показаны размеченные заготовки для фрезерования плоскостей.
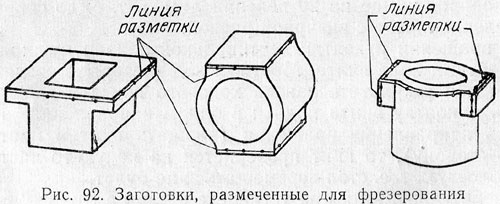
Размеченную заготовку устанавливают в тиски так, чтобы линия разметки выступала над губками тисков по возможности одинаково с обеих сторон. Окончательную установку заготовки по разметке производят при помощи рейсмаса, проводя его чертилкой вдоль линии разметки и выравнивая ее ударами молотка.
Рис. 93 дает представление о выверке горизонтальности линии разметки рейсмасом.
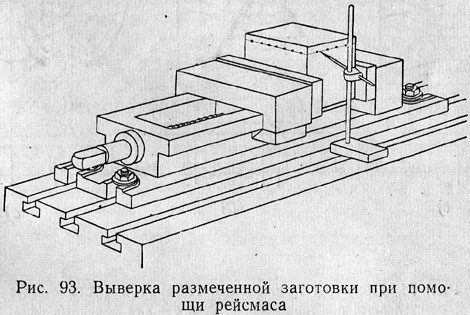
Для точной установки фрезы на глубину, а иногда на ширину относительно заготовки применяют габариты, называемые часто установами. На рис. 94 показаны некоторые случаи применения габаритов в приспособлениях. Как видно из приведенных примеров, габарит 1 представляет собой стальную закаленную пластинку или угольник, который жестко закреплен на корпусе приспособления. Чтобы не затупить фрезу 3 прикосновением непосредственно к габариту и обеспечить при этом точную ее установку, между поверхностью габарита и лезвием фрезы прокладывают щуп 2. Толщина плоского щупа — 3 или 5 мм; диаметр круглого щупа—3 или 5 мм. Точность обработки при установке фрезы по габариту достигает 3-го класса.
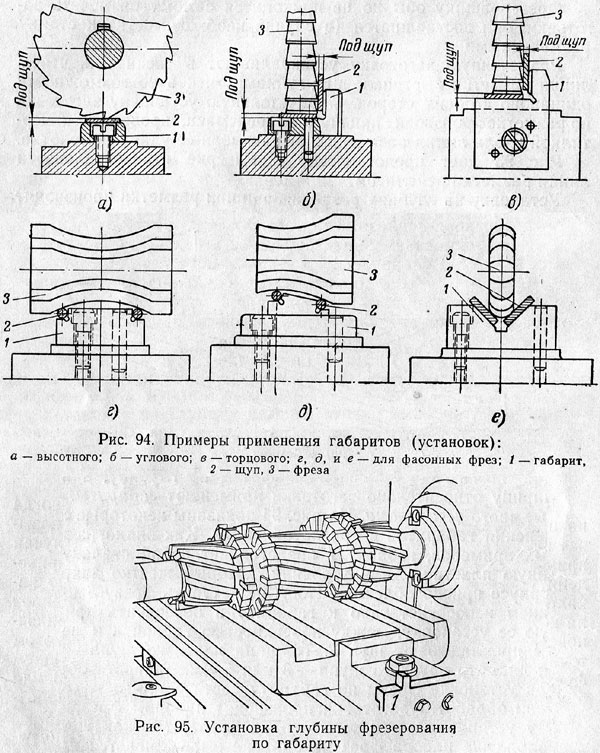
Если заготовку обрабатывают несколькими фрезами, закрепленными на разных шпинделях (на многошпиндельных станках), то для установки каждой фрезы необходимо иметь свою установочную плоскость на общем габарите.
Если производят обработку одной и той же поверхности в два перехода (черновой и чистовой), для установки фрезы от одного и того же габарита применяют щупы разной толщины.
Установка на глубину фрезерования по образцовой детали подобна установке по габариту.
После установки на глубину резания закрепляют зажимные болты консоли и салазок, или, как говорят, стопорят консоль и салазки, вращением винта продольной подачи подводят стол с заготовкой по направлению к вращающейся фрезе и, не доведя фрезу на 5—6 мм до края заготовки, включают механическую продольную подачу и охлаждение.
По окончании прохода надо выключить продольную подачу стола, охлаждение, вращение шпинделя, несколько опустить и отвести стол вручную в исходное положение, запилить кромки напильником и измерить штангенциркулем толщину бруска по размеру 57±0,3 мм.
Автоматизация выключения подачи
Для своевременного выключения подачи по окончании рабочего хода фрезерные станки имеют соответствующее устройство, позволяющее автоматически, т. е. без непосредственного участия фрезеровщика, останавливать перемещение стола.На рис. 96 показано устройство для автоматического выключения продольной подачи горизонтально-фрезерного станка 6М82Г. Упорные кулачки 1 и 2 устанавливают и закрепляют в боковом продольном пазе стола в положения, соответствующие началу и окончанию рабочего хода при фрезеровании. После включения вправо рычагом 3 механической подачи стол получает перемещение и движется с закрепленной заготовкой слева направо до тех пор, пока кулачок 1 не упрется в выступ на рычаге 3и не поставит его в среднее положение, выключив тем самым механическую подачу.
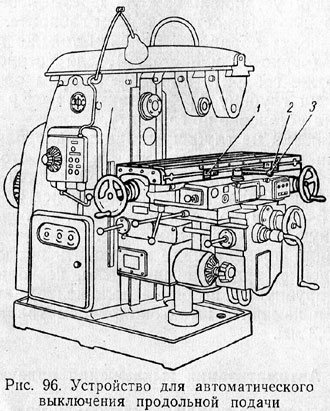
Подобные устройства имеются в фрезерных станках для автоматического выключения поперечной и вертикальной подач (см. рис. 26 и 27).
Если по условиям работы не требуется автоматическое выключение подачи стола, то кулачки устанавливают и закрепляют в крайних рабочих положениях стола, чтобы в случае небрежности или рассеянности фрезеровщика не произошло поломки механизма подачи.
Возможный брак при фрезеровании плоскостей
К возможным случаям брака, кроме несоблюдения размера по чертежу, относится несоответствие качества обработки чистоте поверхности, например 3, предписанной чертежом. Одной из причин этого может быть затупление или биение фрезы, что вызывает волнистую поверхность обработки. Другой причиной может оказаться слишком большая подача на один зуб фрезы; достаточно увеличить число оборотов или уменьшить минутную подачу, чтобы устранить этот недостаток.
Чаще этот брак происходит от явления, которое называют подрезанием. Иногда приходится останавливать подачу, когда проход еще не закончен. Как бы аккуратно ни была заточена фреза, она всегда несколько бьет во время работы. Кроме того, оправка во время работы несколько пружинит вследствие усилия резания. Поэтому, если остановить подачу в то время, когда фреза еще продолжает вращаться, она врежется в металл несколько глубже в том месте, которое окажется под фрезой в момент выключения подачи (рис. 97).
§ 23. ФРЕЗЕРОВАНИЕ ПЛОСКОСТИ ТОРЦОВОЙ ФРЕЗОЙ
Фрезерование на вертикально-фрезерном станке
Фрезерование плоскости торцовой фрезой производят чаще на вертикально-фрезерном станке. Рассмотрим пример фрезерования плоскости бруска (см. рис. 84) торцовой фрезой на вертикально-фрезерном станке.Установка и закрепление фрезы. Для обработки выберем торцовую фрезу из быстрорежущей стали Р18 с крупными зубьями. При ширине фрезерования 60 мм торцовая фреза должна иметь диаметр в пределах 80—100 мм. Выбираем фрезу диаметром 80 мм с 10 зубьями.
Торцовая насадная фреза выбрана по ГОСТ 9304—59. Если в кладовой имеются фрезы по старым ГОСТам, отличающиеся диаметром и шириной от рассмотренной в данном примере, следует подобрать фрезу с подходящими размерами, например диаметром 75 мм с числом зубьев, равным 10.
Для закрепления торцовой фрезы в шпинделе вертикально-фрезерного станка необходимо:
1) протереть насухо конус оправки и коническое гнездо шпинделя;
2) вставить фрезерную оправку коническим хвостовиком в гнездо шпинделя и закрепить ее затяжным винтом при помощи ключа. Здесь также необходимо следить за тем, чтобы направление резания фрезы совпадало с направлением вращения шпинделя. Направление резания торцовых фрез однозначно, т. е. его нельзя изменить, повернув фрезу на оправке другим торцом, поэтому при необходимости приходится менять направление вращения шпинделя, т. е. реверсировать его;
3) надеть торцовую фрезу на оправку и затянуть болтом (рис. 98).

Настройка станка на режим фрезерования. Порядок определения элементов режима фрезерования аналогичен изложенному при обработке цилиндрической фрезой. Ширина фрезерования задана и равна 60 мм, глубина резания 3 мм, подача на зуб по условиям заданной чистоты поверхности может быть взята несколько большей, чем для цилиндрической фрезы, учитывая преимущества обработки торцовой фрезой, — она здесь задана равной 0,1 мм/зуб; скорость резания 27 м/мин, как для цилиндрической фрезы.
По лучевой диаграмме (см. рис. 54) находим, что число оборотов шпинделя станка при υ = 27 м/мин и диаметре фрезы D = 80 мм лежит между n6 = 100 и n7 = 125 об/мин. Принимаем число оборотов шпинделя равным 100 об/мин.
Здесь и в дальнейших примерах обработки на вертикальном станке принято, что работа ведется на вертикально-фрезерном станке 6М12П. В случае работы на станке другой модели числе оборотов шпинделя и величина подачи стола могут не совпасть с указанными в примерах.
При числе оборотов фрезы n = 100 об/мин, числе зубьев z = 10 и подаче sзуб = 0,10 мм/зубминутная подача s определяется по формуле (4):
Поставим лимб коробки скоростей на 100 об/мин и лимб коробки подач на 100 мм/мини определим по формуле (1) полученную скорость резания:
После настройки станка приступают к фрезерованию.
Приемы фрезерования плоскости бруска. Порядок фрезерования плоскости торцовой фрезой на вертикально-фрезерном станке не отличается от фрезерования цилиндрической фрезой на горизонтально-фрезерном станке.
При фрезеровании плоскости торцовой фрезой возможны те же случаи брака, что и при фрезеровании цилиндрической фрезой (брак по размеру, нечистая обработанная поверхность, подрезание поверхности).
Фрезерование на горизонтально-фрезерном станке
В этом случае фреза или фрезерная головка закрепляется в конусном отверстии шпинделя станка на концевой оправке или. непосредственно на конце шпинделя станка.Рассмотрим фрезерование торцов чугунного бруска (рис. 99) на горизонтально-фрезерном станке с применением фрезерной головки D=250 мм с четырнадцатью ножами из твердого сплава ВК8. Припуск на обработку с каждого торца 4 мм, точность обработки 0,5 мм. На чертеже у торцов бруска в местах обработки стоят значки
4, что обозначает получистую поверхность по 4-му классу чистоты.
Установка и закрепление фрезерной головки. Для установки и закрепления фрезерной головки необходимо:
1) отвести хобот станка в крайнее переднее положение;
2) снять серьгу;
3) отвести хобот станка обратно в крайнее заднее положение и закрепить его в этом положении;
4) протереть насухо наружный конец шпинделя и отверстие во фрезерной головке и надеть головку на шпиндель так, чтобы поводки конца шпинделя вошли в пазы фрезерной головки, завернув четыре винта, закрепить фрезерную головку на шпинделе станка, как изложено на стр. 62.
Если фрезерная головка имеет коническое посадочное отверстие (см. рис. 49, а), то крепление ее следует производить на конусе фрезерной оправки (см. рис. 50).
Когда фрезерная головка надета и закреплена, надо включить станок и при помощи индикатора проверить фрезу на биение. Допускаемое биение фрезерной головки 0,05 мм.
Закрепление заготовки. При закреплении бруска в тисках удобнее положить его широкой гранью (рис. 100) на две параллельные подкладки, установленные на направляющие тисков. Для выверки параллельности заготовки плоскости стола пользуются рейсмасом, для чего его передвигают вдоль закрепленного в тисках бруска, следуя иглой по обработанной верхней плоскости бруска. Легким постукиванием латунного молотка установить брусок параллельно столу станка и окончательно закрепить его.
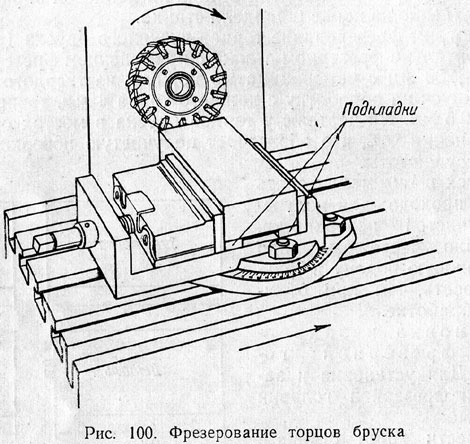
Подача фрезы задана 0,2 мм/зуб. Для фрезы диаметром 250 мм, оснащенной твердым сплавом ВК8 и имеющей 14 зубьев, при глубине резания 4 мм и подаче 0,2 мм/зуб, скорость резания задана равной 90 м/мин.
По лучевой диаграмме (см. рис. 54) скорости резания 90 м/мин при фрезе диаметром 250 мм соответствуют числа оборотов шпинделя между n6=100 об/мин и n7=125 об/мин. Выбираем меньшее число оборотов n=100 об/мин и устанавливаем лимб коробки скоростей на эту ступень.
При n=100 об/мин, z=14 и sзуб =0,2 мм/зубминутная подача определится по формуле (4):
Определим по формуле (1) полученную скорость резания:
При скоростном фрезеровании надо особенно строго соблюдать правила техники безопасности, т. е. работать с применением защитных очков или защитного экрана, так как раскаленная отлетающая стружка может вызвать ожоги лица и повреждение глаз.
Приемы фрезерования торца бруска. Закончив настройку станка, можно приступить к обработке. Порядок фрезерования следующий:
1) включить электродвигатель в сеть и нажатием кнопки включить вращение шпинделя;
2) с помощью рукояток поперечной, продольной и вертикальной подач осторожно подвести брусок к фрезе до легкого касания фрезой примерно в середине заготовки. Затем с помощью рукоятки продольной подачи стола вывести заготовку из-под фрезы, выключить вращение шпинделя и рукояткой поперечной подачи подать стол к станине на величину, соответствующую толщине снимаемого слоя, т. е. 4 мм.
При установке фрезы на глубину можно пользоваться лимбом поперечной подачи, который устроен так же, как лимб вертикальной подачи, но имеет 120 делений, причем цена одного деления тоже равна 0,05 мм. Следовательно, для установки на глубину снимаемого слоя 4 мм надо повернуть рукоятку винта поперечной подачи на 80 делений лимба. При пользовании лимбом учесть изложенное на стр. 115 и 116 (см. рис. 91);
3) застопорить консоль стола и салазки поперечной подачи;
4) установить кулачки механического выключения продольной подачи стола на требуемую длину фрезерования;
5) подвести брусок вручную плавным вращением рукоятки продольной подачи стола к фрезерной головке и, не доводя его на 15—10 мм, включить шпиндель, включить продольную механическую подачу и отфрезеровать деталь;
6) выключить станок, отвести стол в поперечном направлении и подать быстрой продольной подачей в исходное положение;
7) проверить угольником перпендикулярность обработанного торца к граням бруска, до проверки угольником снять напильником заусенцы по краям торца бруска, вынуть брусок из тисков;
8) разметить второй торец на длину 250 мм и вновь поставить на станок для торцового фрезерования бруска в окончательный размер.
Порядок работы по торцовому фрезерованию второго торца такой же, с той разницей, что установка заготовки производится по разметке;
9) разжать тиски, вынуть брусок, проверить угольником перпендикулярность обработанного торца к граням бруска и измерить линейкой длину бруска (заданный размер 250 мм), точность измерения линейкой — 0,5 мм, т. е. равна точности изготовления бруска.
Торцовое фрезерование можно производить с механической вертикальной подачей вместо продольной. Подумайте, как это выполнить.
§ 24. ФРЕЗЕРОВАНИЕ СОПРЯЖЕННЫХ ПЛОСКОСТЕЙ
Определения
Поверхности одной детали, расположенные в разных плоскостях, параллельных или пересекающихся друг с другом, называют сопряженными поверхностями или плоскостями. Плоскости или грани таких деталей могут быть параллельны или перпендикулярны друг другу или образовать любые двухгранные углы. Сопряженными поверхностями в деталях являются смежные грани куба, параллелепипеда, всякого рода призм, пирамид и других подобных геометрических тел.При фрезеровании сопряженных поверхностей одну из них считают основной. От основной поверхности производят все измерения и по ней обычно выполняют установку.
Основная, или установочная, поверхность является установочной базой при установке и закреплении заготовки на столе станка или в приспособлении и имеет большое значение для получения заданных чертежом размеров и формы детали.
Рассмотрим на примере обработки граней прямоугольного бруска методы фрезерования параллельных и перпендикулярных сопряженных поверхностей.
Фрезерование граней прямоугольного бруска
Требуется обработать прямоугольный брусок (рис. 101). Материал бруска—конструкционная сталь σb = 75 кГ/мм2.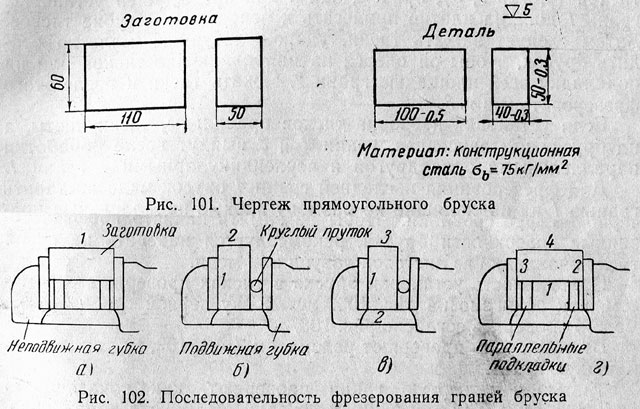
Для обеспечения заданной чистоты (
5) обрабатываемой поверхности бруска необходим чистовой проход фрезы с малой подачей. Припуск на обработку, составляющий 5 мм на сторону, не позволяет снять всю стружку в один проход фрезы, поэтому требуется еще один предварительный (черновой) переход. Черновой переход будем вести при глубине резания 4 мм, окончательный — с глубиной резания 1 мм на сторону. Последовательность выполнения операции по черновому фрезерованию граней примем такой, как показано на рис. 102.
Сначала будем фрезеровать большую по площади грань 1 (рис. 102, а), пользуясь при зажиме в тисках параллельными подкладками, затем повернем брусок обработанной гранью 1 к неподвижной губке тисков и будем фрезеровать смежную грань 2 (рис. 102, б).
Если зажимные поверхности губок перпендикулярны к основной плите тисков или поверхности стола, достаточно гладки и строго параллельны между собой, т. е. не имеют перекосов, то вторая обработанная грань бруска составит с первой прямой угол.
Таким образом, мы приняли поверхность 1 бруска за установочную базу для получения сопряженной поверхности 2, перпендикулярной к поверхности 1. Сопряженные поверхности 1 и 2 образуют прямой угол.
Чтобы обеспечить плотное прилегание первой обработанной грани 1 к неподвижной губке тисков, между подвижной губкой и бруском можно проложить пруток круглой стали (рис. 102, б). Это исключает возможность перекоса бруска при его закреплении в тисках.
Затем ставим брусок обработанной гранью 2 на основание тисков (рис. 102, в), причем, как и при предыдущей установке, грань 1 должна плотно прилегать к неподвижной губке тисков. Затем следует зажать тиски, ударом латунного молотка осадить брусок, чтобы он оперся на направляющие тисков или на подкладку всей площадью грани 2, зажать тиски и после этого фрезеровать грань 3.
Если установка и сборка тисков правильны, тиски чисты, а на бруске нет заусенцев, грани 2 и 3 выйдут после обработки параллельными одна другой и перпендикулярными к грани 1.
Для фрезерования последней грани 4 брусок надо поставить граиью 1 на подходящие по размеру парные параллельные подкладки (рис. 102, г), зажать в тисках и выправить его положение, постукивая молотком по необработанной еще грани 4. Если параллельные подкладки одинаковы, а брусок плотно прижат к ним во время работы, то, очевидно, грань 4 после фрезерования получится параллельной грани 1 и перпендикулярной к граням 2 и 3.
Последовательность обработки при окончательном фрезеровании граней бруска будет такой же, что и при черновом фрезеровании. Чтобы не замять начисто профрезерованные поверхности бруска, рекомендуется надевать на губки тисков накладки из листовой латуни или меди.
Правильность установки бруска в тисках проверяют рейсмасом, как показано на рис. 103. Установку первой грани бруска можно проверять согласно рис. 103, а.
Вторую грань проверяют рейсмасом (рис. 103, б) так же, как и первую грань.
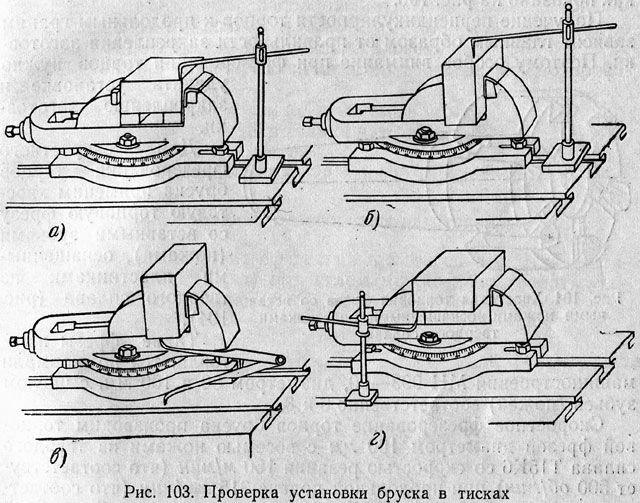
Режимы резания следующие.
Черновая обработка — крупнозубая цилиндрическая фреза 80X80X32 мм с десятью зубьями (материал фрезы — быстрорежущая сталь. Р18), глубина резания 4 мм, ширина фрезерования 50 и 60 мм, продольная подача 100 мм/мин, или 0,1 мм/зуб. Скорость резания 25,1 м/мин при 100 об/мин. Фрезеровать будем с охлаждением.
Здесь и в дальнейшем принят такой шифр размеров фрезы: первый размер — диаметр фрезы D второй — ширина фрезы В, третий — диаметр посадочного отверстия или, что то же самое, диаметр оправки d.
Чистовая обработка — цилиндрическая фреза 80X63Х32 мм с 16 зубьями (материал фрезы — быстрорежущая сталь Р18), глубина резания 1 мм, ширина фрезерования 40 и 50 мм, продольная подача 100 мм/мин, или 0,05 мм/зуб. Скорость резания 31,4 м/мин при 125 об/мин. Фрезеровать будем с охлаждением.
После чистового фрезерования каждой из четырех граней толщину бруска проверяют штангенциркулем.
Фрезерование граней бруска можно выполнять на вертикально-фрезерном станке. Подумайте, как построить операцию, если диаметр круинозубой торцовой фрезы равен 80 мм, число зубьев — 10, а диаметр мелкозубой торцовой фрезы с 14 зубьями равен 80 мм. Подача для чернового фрезерования 0,125 мм/зуб, для чистового — 0,06 мм/зуб. Скорости резания заданы те же, что и для фрезерования цилиндрической фрезой.
Фрезерование торцов бруска
После фрезерования боковых граней бруска приступают к фрезерованию торцов. За установочную базу можно принять любую продольную грань бруска.Если продольные грани имеют различную ширину (как в нашем случае), удобнее принять за базу более широкую грань, положив ее на подкладки в тисках, как показано на рис. 100.Получение перпендикулярности торцов к продольным граням зависит главным образом от правильности закрепления заготовки. Поэтому особое внимание при фрезеровании торцов нужно уделить установке и закреплению заготовки.
Для скоростного фрезерования торцов бруска применим хвостовую торцовую фрезу со вставными зубьями (ножами), оснащенными пластинками из твердого сплава (рис. 104).
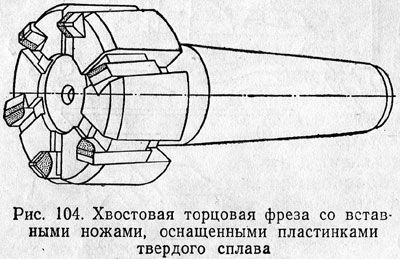
Скоростное фрезерование торцов бруска производим торцовой фрезой диаметром 100 мм с восемью ножами из твердого сплава Т15К6 со скоростью резания 160 м/мин (что соответствует 500 об/мин) при продольной подаче 315 мм/мин (что соответствует подаче 0,08 мм/зуб). Глубина срезаемого слоя 5 мм. Фрезерование ведем без охлаждения.
Порядок обработки торцов такой же, как было изложено на стр. 125 при описании фрезерования торцов чугунного бруска. Для предохранения от отлетающей раскаленной стружки необходимо применять защитный экран или пользоваться защитными очками.
Возможный брак при фрезеровании сопряженных плоскостей
При фрезеровании сопряженных плоскостей цилиндрическими и торцовыми фрезами, кроме дефектов обработанных поверхностей по чистоте и размерам, возможны непараллельность или неперпендикулярность сопряженных плоскостей бруска.Причинытакого брака: плохая очистка тисков от стружки, плохая очистка стола от грязи и стружки, неправильное закрепление тисков по отношению к шпинделю станка, неправильное закрепление заготовки.
§ 25. ФРЕЗЕРОВАНИЕ НАКЛОННЫХ ПЛОСКОСТЕЙ И СКОСОВ
Плоскую поверхность, расположенную под углом к горизонтали, называют наклонной плоскостью. Короткую наклонную плоскость на детали обычно называют скосом.Фрезеровании наклонных плоскостей и скосов можно производить:
а) с поворотом заготовки на требуемый угол;
б) с поворотом шпинделя станка на требуемый угол;
в) с применением угловой фрезы.
Рассмотрим отдельно каждый способ фрезерования.
Фрезерование с поворотом заготовки
Установка в универсальных тисках. Для установки детали (рис. 105, а) под углом можно использовать универсальные тиски (см. рис. 68, б).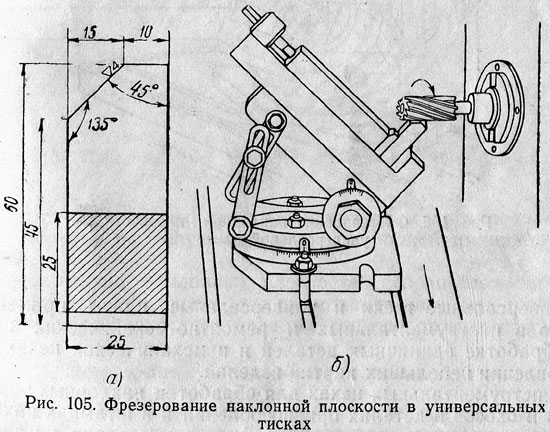
Установка на универсальной плите. На рис. 106 показана заготовка, установленная на универсальной плите (см. рис. 62, в) для фрезерования наклонной плоскости.
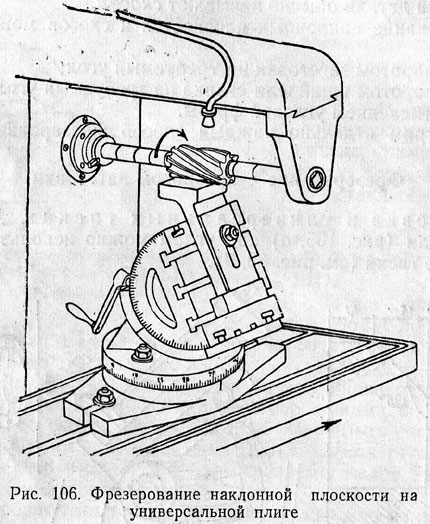
Универсальные тиски и универсальные плиты применяют обычно в инструментальных и ремонтно-механических цехах при обработке единичных деталей и в механических цехах при изготовлении небольших партий изделий.
В инструментальных цехах для обработки наклонных поверхностей и скосов в деталях приспособлений и в штампах находят применение широкоуниверсальные фрезерные станки с наклоняемым столом (мод. 675 и 679). Наклон стола станка на требуемый угол обеспечивает надлежащее положение обрабатываемой поверхности, как при обработке в универсальных тисках и на универсальной плите.
Установка в специальных приспособлениях. При обработке наклонных плоскостей в большой партии одинаковых заготовок обычно применяют специальные приспособления.
На рис. 107, а показано приспособление для фрезерования скосов у слесарных молотков. Опорная плоскость приспособления обеспечивает быструю установку заготовки без разметки под нужным углом.
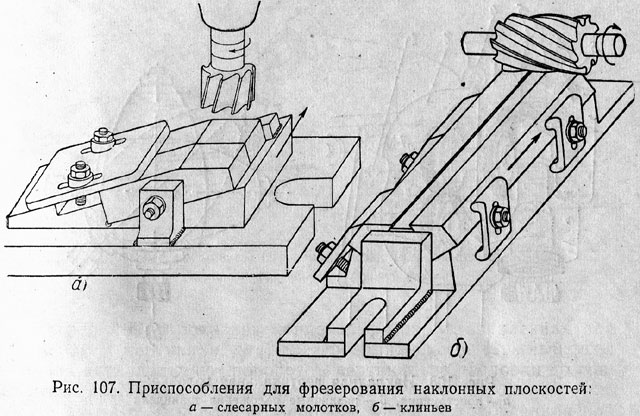
Фрезерование наклонных плоскостей с поворотом заготовок на требуемый угол производят цилиндрическими или торцовыми фрезами аналогично фрезерованию горизонтальных плоскостей.
Фрезерование с поворотом шпинделя станка
Вместо поворота заготовки при фрезеровании наклонных плоскостей и скосов можно использовать поворот шпинделя. Это возможно на вертикально-фрезерных станках, у которых фрезерная бабка со шпинделем поворачивается вокруг горизонтальной оси в вертикальной плоскости (см. рис. 9).Очень удобны для этой цели широкоуниверсальные фрезерные станки типа 6М82Ш (см. рис. 11), у которых вертикальная головка имеет поворот в вертикальной и горизонтальной плоскостях.
Этим же способом можно фрезеровать наклонные плоскости и на горизонтально-фрезерном станке, если станок имеет накладную вертикальную головку.
Накладная вертикальнаяголовка является специальной принадлежностью горизонтально-фрезерного станка. Наличие накладной вертикальной головки позволяет выполнять на горизонтально-фрезерном станке различные работы, обычно выполняемые на вертикально-фрезерном станке. На рис. 108, а показана одна из конструкций накладной вертикальной головки.
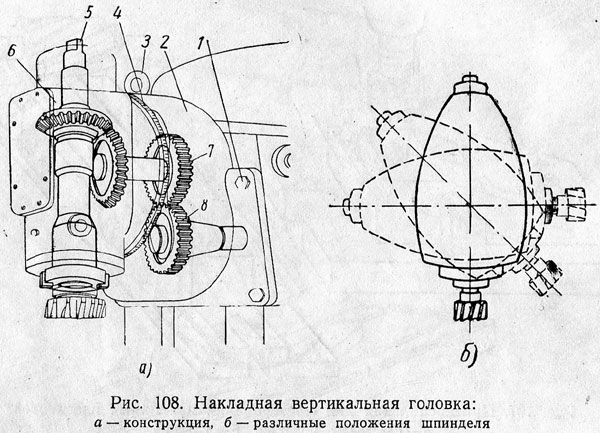
Благодаря наличию пары конических зубчатых колес шпиндель накладной головки можно повернуть вокруг шпинделя фрезерного станка на 360°, т. е. на полный оборот. Такое устройство накладной вертикальной головки позволяет устанавливать фрезу не только вертикально, но и под любым углом (рис. 108, б). Наличие накладной вертикальной головки значительно расширяет возможность применения горизонтально-фрезерных станков.
На рис. 109, а показана концевая фреза, установленная под углом 60° к вертикали для фрезерования скоса. Нужный угол наклона устанавливают поворотом вертикальной головки до совмещения рисок 0 и 60° на шкале.
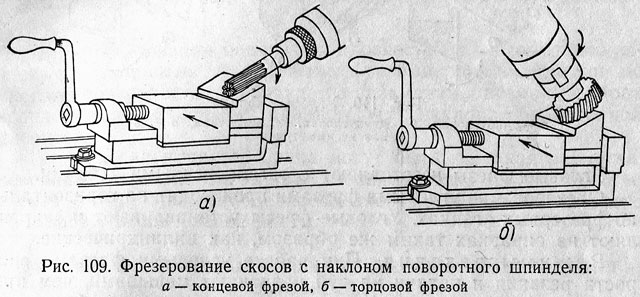
Фрезерование наклонных плоскостей угловыми фрезами
Небольшие наклонные плоскости и скосы можно фрезеровать угловыми фрезами. В этом случае нет необходимости в повороте детали или шпинделя, угол наклона плоскости фрезеруемой детали обеспечивается формой самой фрезы.Угловые фрезы. На рис. 110, а показана одноугловая фреза, предназначенная для обработки плоскости, наклонной к оси фрезы под определенным углом. Различают одноугловые фрезы с углом Θ, равным 55, 60, 65, 70, 85 и 90°.
Двухугловой называют фрезу, у которой вторая режущая грань фрезерует также наклонную плоскость. Различают
фрезы Двухугловые симметричные (рис. 110, б) и несимметричные(рис. 110, в). Угол наклона δ второй грани несимметричной двухугловой фрезы обычно равен 15, 20 и 25°.

Фрезерование угловыми фрезами производят на горизонтально-фрезерных станках. Угловые фрезы устанавливают и закрепляют на оправках таким же образом, как цилиндрические.
Режимы резания. При работе угловыми фрезами скорости резания и подачи на зуб назначают меньшими, чем при работе цилиндрическими фрезами, так как условия работы этих фрез значительно труднее.
Пример обработки. Рассмотрим фрезерование двух сопряженных наклонных плоскостей. На рис. 111, а дан чертеж призмы, а на рис. 111, б — эскиз обработки угловой выемки. Для фрезерования необходима двухугловая симметричная фреза с углом наклона граней 45°. Диаметр фрезы примем равным 75 мм. Такая фреза имеет 22 зуба.
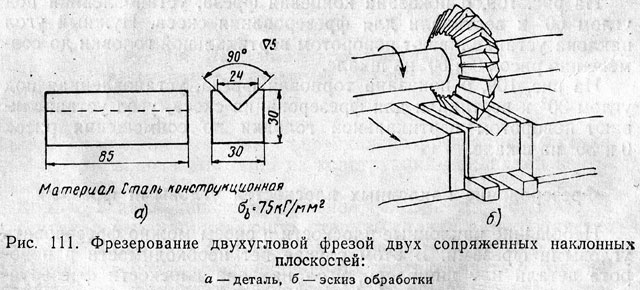
Выбираем имеющееся на станке 6М82Г число оборотов шпинделя, равное 50-об/мин. Минутная подача при этом должна составлять 0,03X22X50 = 33 мм/мин. Выбираем имеющуюся на станке подачу 31,5 мм/мин. Настраиваем станок на выбранные скорость резания и подачу, производим фрезерование подобно фрезерованию горизонтальных плоскостей. Обработанную плоскость проверяют шаблоном.
Возможный брак при фрезеровании наклонных плоскостей и скосов
При фрезеровании наклонных плоюкостей и скосов цилиндрическими, торцовыми и угловыми фрезами, кроме дефектов по чистоте поверхности и брака по размерам, возможен брак вследствие несоблюдения заданного угла наклона обработанной плоскости.Причинамитакого брака могут быть неверная разметка, неверная установка заготовки, плохая очистка стола станка и тисков от стружки, слабое крепление тисков или поворотного стола под углом и биение фрезы.
§ 26. ВЫСОКОПРОИЗВОДИТЕЛЬНЫЕ МЕТОДЫ ФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ
Сокращение времени при фрезеровании плоскостей может быть достигнуто за счет более производительного режима фрезерования (большие скорости, большие подачи, большие глубины резания), применения более рациональных конструкций зажимных приспособлений и работы с высокопроизводительными инструментами.Рассмотрим несколько способов, ускоряющих обработку плоскостей.
Повышение режима резания
Работа на больших скоростях фрезерования. Как известно, применение фрез с ножами из твердого сплава позволяет значительно увеличить скорость резания. В настоящей главе мы ознакомились с методами скоростного резания.Приступая к работе по фрезерованию плоскостей, надо убедиться в возможности проведения данной обработки на высоких скоростях резания твердосплавными фрезами.
Работа с большими подачами. Величина подачи влияет на чистоту поверхности: чем меньше подача на один зуб фрезы, тем чище поверхность после обработки, но тем больше затрачивается времени на проход.
При фрезеровании фрезами из быстрорежущей стали надо стремиться к увеличению подачи на один зуб фрезы, чтобы получить большую минутную подачу, т. е. сокращение времени на обработку. При этом необходимо учитывать заданную чистоту обработанной поверхности, что не всегда позволяет работать с большой подачей на один зуб фрезы.
Применение скоростного резания, т. е. фрезерования твердосплавными фрезами с увеличенным числом оборотов фрезы, дает при той же подаче на один зуб фрезы увеличение минутной подачи, т. е. сокращение времени на обработку.
Сокращение количества проходов. Наряду с увеличением скорости резания и увеличением минутной подачи необходимо стремиться к уменьшению количества проходов, выбирая максимальную глубину резания, так как время на обработку сокращается пропорционально сокращению количества проходов.
Рациональная оснастка
Применение сменных губок к тискам. Применение сменных губок к нормальным машинным тискам может существенно сократить время на зажим заготовки при обработке небольших партий деталей.Новаторы-фрезеровщики применяют нормальные тиски со сменными губками для сокращения времени на установку и зажим, не прибегая к специальным приспособлениям, которые окупают себя только при больших партиях деталей.
Губки с угловыми выемками применяют вместо призм для ускорения установки и зажима круглых заготовок типа валиков в обычных машинных тисках. В настоящее время отечественной промышленностью выпускаются нормализованные переналаживаемые тиски и сменные наладки к ним. Такие тиски имеют опорные поверхности с точными продольными и поперечными пазами, по которым ориентируются наладки при смене.
Сами тиски устанавливаются один раз точно на столе станка, а наладки устанавливают без выверки положения. Для закрепления применяют встроенные пневматические или пневмо-гидравлические силовые приводы.
На рис. 112 показаны переналаживаемые поворотные тиски УПГ-6, предназначенные для зажима заготовок с максимальными размерами 200X250 мм. В пазу чугунного корпуса тисков помещена подвижная губка 3, перемещающаяся по стальным закаленным направляющим, закрепленным винтами к корпусу тисков. Неподвижная губка 2 и подвижная 3 выполнены так что верхние их поверхности, снабженные точными продольными и поперечными пазами, образуют рабочий стол с размерами 455X200 мм, на который устанавливают сменные наладки и обрабатываемые заготовки. Сменные наладки можно устанавливать также и на торцовые поверхности губок, имеющие точные пазы.

Сменные наладки на тиски представляют собой специальные накладки, закрепляемые на подвижную и неподвижную губки тисков. Иногда к этим двум основным частям наладки добавляется третья в виде базовой плиты, помещаемой обычно на неподвижную губку и ориентирующей обрабатываемую заготовку в требуемом положении.
На рис. 113 показан пример решения конструкции сменной наладки для обработки двух различных заготовок в пяти положениях в универсальных переналаживаемых стационарных тисках УПГ-2. На неподвижную губку 1 и подвижную 3 устанавливаются в разных положениях две сменные накладки 2в виде дополнительных баз, представляющие фигурные плиты с пальцами для ориентации обрабатываемых заготовок.
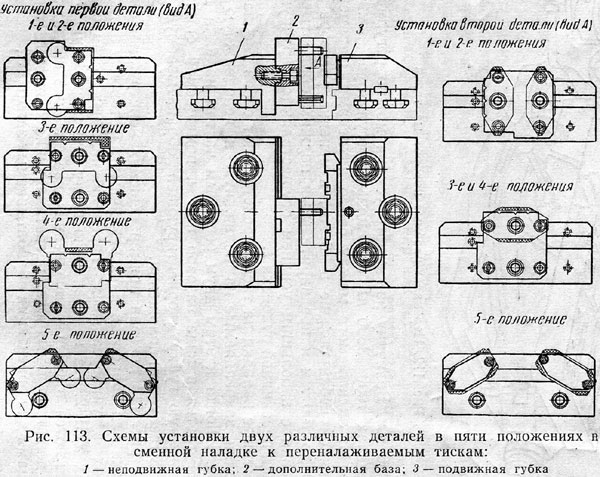
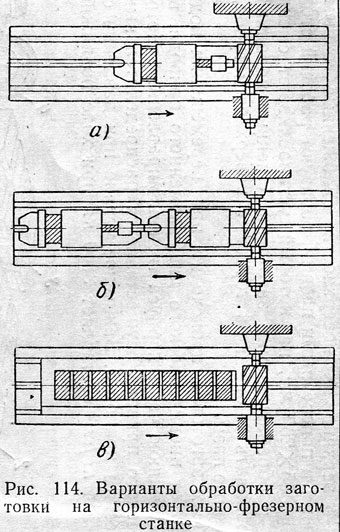
На рис. 115 показаны три варианта фрезерования стальной заготовки торцовой фрезой на вертикально-фрезерном станке. Обычный способ закрепления — по одной заготовке в тисках (рис. 115, а); более производительный метод фрезерования — в многоместном приспособлении на 10 заготовок (рис. 115, б); метод непрерывного фрезерования на круглом вращающемся столе (рис. 115, в) позволяет производить закрепление и съем заготовок в процессе фрезерования и, таким образом, еще повышает производительность фрезерования.
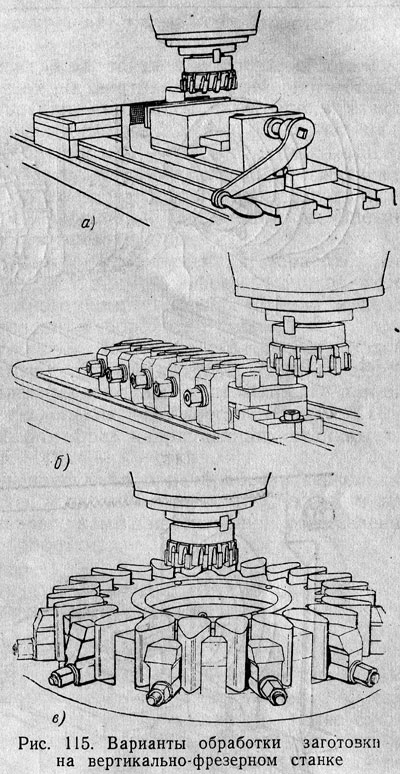
Таблица 2
Сравнение трех вариантов обработки бруска
| Обозначение способа на рис. 114 |
Способ закрепления и метод обработки | время на об- работку 1 шт. в мин. |
Процентное отношение к способу а |
| а б в |
По одной заготовке в машинных тисках По одной заготовке в двух тисках По 10 заготовок, закрепленных в приспособлении |
1,25 1,12 0,70 | 100 90 56 |
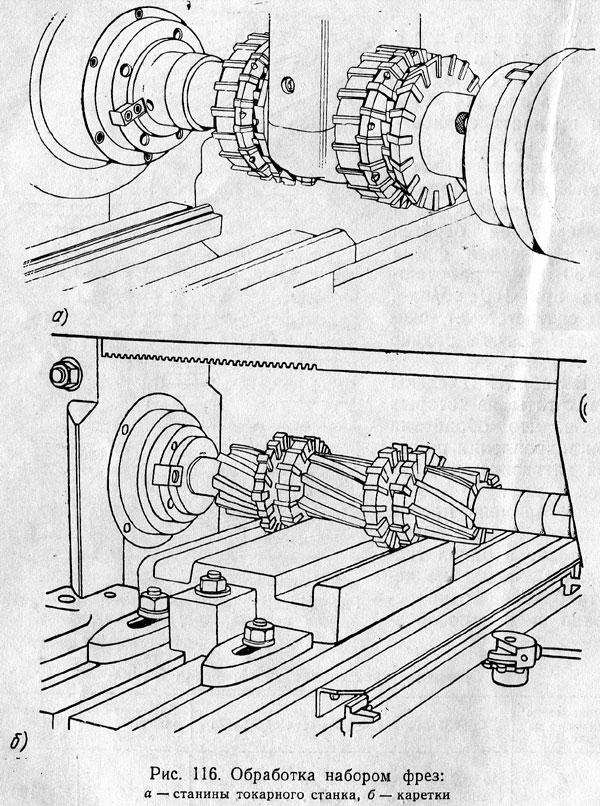
§ 27. ПРАВИЛА ФРЕЗЕРОВАНИЯ ЦИЛИНДРИЧЕСКИМИ И ТОРЦОВЫМИ ФРЕЗАМИ
Общие указания
Как видно из предыдущих примеров обработки, настройка станка на режим резания, установка и закрепление фрезы, установка и зажим заготовки являются задачами, более сложными, чем самая операция фрезерования. Мелкие ошибки во время изучения приемов работы на фрезерном станке почти неизбежны, однако недопустимы ошибки, вызывающие порчу заготовки, поломку фрезы или станка и являющиеся результатом невнимательности, неаккуратности и небрежности фрезеровщика. Необходимо твердо запомнить основные правила, вытекающие из рассмотренных простейших фрезерных работ: 1. Станок, его стол, гнездо шпинделя должны быть чистыми и перед работой проверены. 2. При всех приемах надо пользоваться надлежащими ключами и рукоятками; когда они больше не нужны, их надо убирать обратно на место. 3. При закреплении в тисках черных отливок, поковок, заготовок из проката надо предохранять губки тисков от повреждений накладками из латуни, меди, алюминия. 4. При закреплении в тисках заготовок с обработанными поверхностями надо обязательно надевать накладки из латуни, меди или алюминия на губки тисков для предохранения от вмятин начисто обработанных поверхностей. 5. Перед работой сметать стружку с опорных поверхностей детали, зажимных приспособлений, тисков, подкладок. 6. Снимать заусенцы, образовавшиеся во время предыдущего перехода, если они могут помешать правильной установке или закреплению заготовки и перед измерением. 7. Чтобы правильно установить заготовку на столе или в тисках, следует применять латунный, медный или дуралюминовый молоток; не употреблять для этой цели гаечный ключ или обычный молоток. 8. Параллельные подкладки должны быть чистыми, без заусенцев; грани их должны быть гладкими и ровными, углы прямыми, противоположные грани параллельными. 9. Тонкие заготовки не зажимать слишком крепко, чтобы не вызвать их прогиба; в противном случае после снятия деталь выправится и размеры ее не будут соответствовать чертежу. 10. Прежде чем поднимать или опускать стол, надо проверять затяжку стопорных винтов и ослаблять их; следить также за стопорением консоли и поперечных салазок при фрезеровании с продольной подачей. 11. При работе следить, чтобы фреза не затупилась. Признаком затупления фрезы служит появление вибраций станка, чрезмерное нагревание стружки, рванины на поверхности обработки. 12. Подводить деталь под фрезу надо медленно, пока фреза не врезалась. При обратной подаче стола (вывод детали из-под фрезы) надо несколько опустить стол, чтобы не испортить обработанной поверхности детали. 13. Стараться применять торцовое фрезерование предпочтительно цилиндрическому. При торцовом фрезеровании фреза работает спокойнее, что позволяет применять большие скорости фрезы и большие подачи на один зуб. 14. Торцовое фрезерование надо стремиться производить методами скоростного фрезерования.Выбор фрезы
Диаметр фрезы. Малый диаметр фрезы является более благоприятным для чистоты поверхности. Старайтесь всегда выбирать наименьшую подходящую по диаметру фрезу из имеющихся в кладовой. Винтовые зубья. Всякому фрезеровщику известно из практики, что фреза с прямыми зубьями работает с ударами; удары тем сильнее, чем меньше глубина фрезерования и чем реже расставлены зубья фрезы. Наоборот, даже при небольшом наклоне зубьев фреза работает спокойнее. У такой фрезы, по крайней мере, два зуба находятся постоянно в резании (см. рис. 39), что обеспечивает спокойную и безударную работу. Следовательно, станок и инструмент, работая в спокойных условиях, могут быть сильнее нагружены и дать более высокую производительность и лучшее качество поверхности. Выбор числа зубьев фрезы. Число зубьев фрезы играет существенную роль при фрезеровании. Чем больше число зубьев у фрезы (мелкозубые фрезы), тем меньшей получается подача на один зуб при данной минутной подаче стола. При большом числе зубьев вследствие меньшего их шага врезание каждого последующего зуба происходит более плавно, так как часто предыдущий зуб (особенно при глубине резания 3—5 мм) еще не успевает выйти из контакта с деталью. Фрезы с небольшим числом зубьев (крупнозубые фрезы), имея более прочные зубья, позволяют снимать более крупную стружку, т. е. работают производительнее. Цилиндрические и торцовые фрезы имеют для каждого диаметра определенное число зубьев, зависящее только от типа фрезы (крупнозубая и мелкозубая), поэтому, выбирая диаметр фрезы и ее тип, тем самым выбирают число зубьев фрезы. Для фрезерования с одного прохода и для черновых переходов предпочтительнее выбирать крупнозубые фрезы; для чистового перехода, когда необходима малая подача на один зуб, предпочтительнее мелкозубые фрезы. Биение фрезы. Важным условием является устранение биения фрезы. Если каждый зуб фрезы снимает стружку одинакового сечения, то работа будет более спокойной. Если фреза бьет, то часть зубьев может проходить свободно, не срезая металла, а другая часть зубьев будет захватывать двойную, а то и тройную порцию металла; такая неравномерная нагрузка, несомненно, вызывает пружинение оправки и, следовательно, вибрацию станка. Проверка фрезы на биение производится индикатором. Обычно проверку осуществляют дважды: после переточки фрезы (при получении ее из инструментальной кладовой) и после установки ее на оправке в шпиндель фрезерного станка, т. е. в рабочем положении, так как иногда биение фрезы может быть следствием биения оправки. Для проверки самой фрезы на биение применяют прибор, показанный на рис. 117. Проверку фрезы в рабочем положении, т. е. на оправке в шпинделе станка, производят индикатором (см. рис. 89).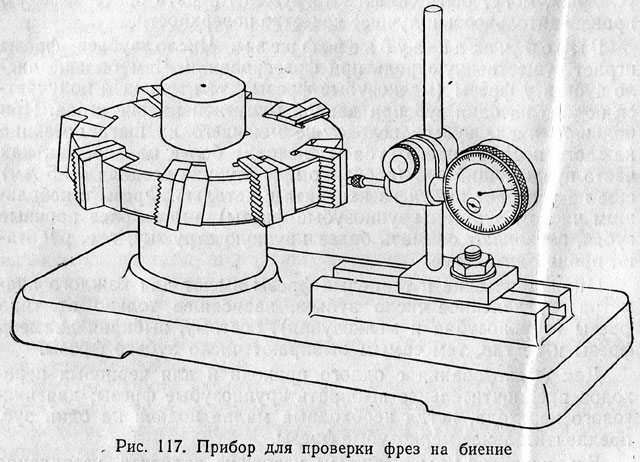
Направление вращения шпинделя
При работе фрезами с винтовыми зубьями надо особое внимание обращать на соответствие вращения шпинделя направлению винтовых канавок. В табл. 3 разобраны четыре возможных случая при работе цилиндрической фрезой. Когда направление вращения фрезы и направление винтовой канавки одинаковы (случаи 2 и 4), возникает осевая сила, которая стремится вытолкнуть оправку из шпинделя. Осевая сила направлена, как показывает стрелка, слева направо, на серьгу, которая не рассчитана на эту добавочную нагрузку, что может вызвать вибрацию станка и как следствие поломку фрезы.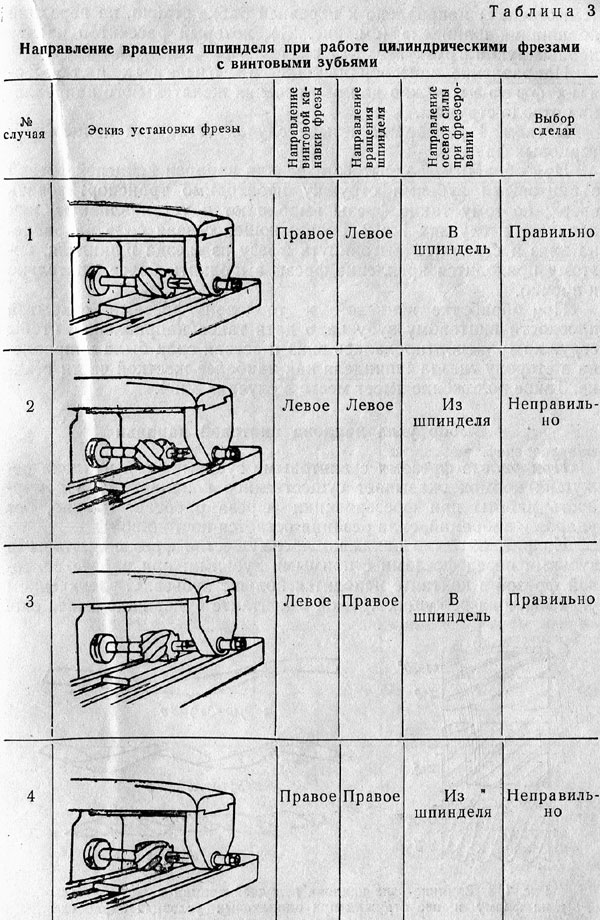
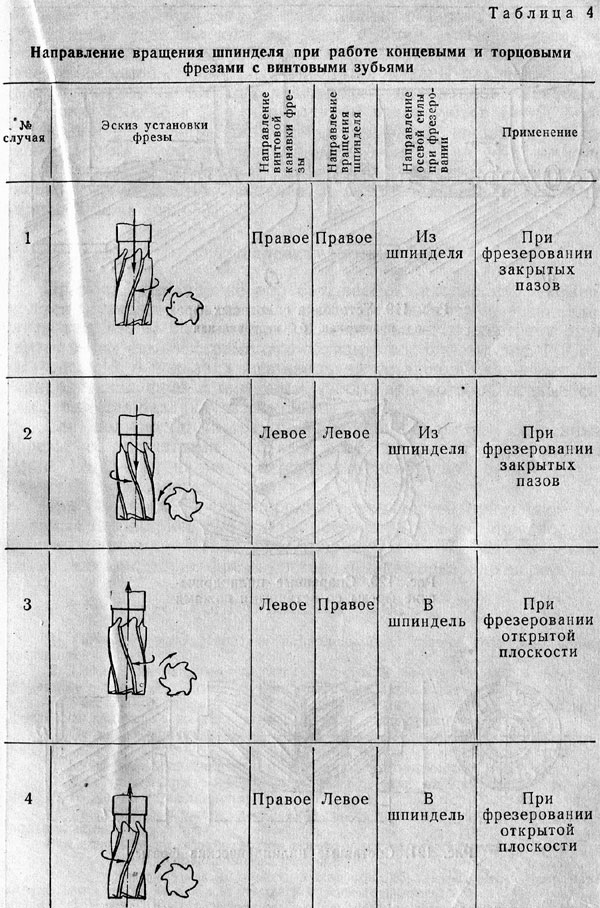
Выбор угла наклона винтовой канавки
При работе фрезами с винтовыми зубьями угол наклона режущих кромок оказывает существенное влияние на равномерность работы при фрезеровании (фреза работает плавно, без ударов и вибраций, сила резания остается постоянной). На рис. 39 было показано преимущество фрез с винтовыми зубьями перед фрезами с прямыми зубьями: при работе винтовой фрезой в контакте находится больше зубьев. С увеличением угла наклона режущих кромок в контакте будет находиться еще больше зубьев, что дает более плавную работу фрезерования. Увеличение угла наклона режущей кромки вызывает увеличение мощности, потребной на резание, увеличение осевой силы и веса снимаемой стружки. На рис. 118 показаны различные формы стружки и ее вес при различных углах наклона винтовых зубьев ω (30; 45 и 70°) и различном числе зубьев (z = 9, z = 5, z = 3) при неизменных диаметре фрезы 90 мм, ширине фрезерования 150 мм, скорости резания 14,7 м/мин и подаче 440 мм/мин. Практика установила величину углов наклона ω винтовых канавок фрез различных типов, и рекомендуемые значения их приведены в таблице 36.Спаренные фрезы
При большей ширине обрабатываемой плоскости рекомендуется применять спаренные фрезы. Их необходимо устанавливать так, чтобы осевые силы были направлены навстречу друг другу и тем самым стремились сблизить обе фрезы (рис. 119,а). На рис. 119, б показана неправильная установка спаренных цилиндрических фрез с винтовым зубом, при которой осевые силы стремятся раздвинуть обе фрезы.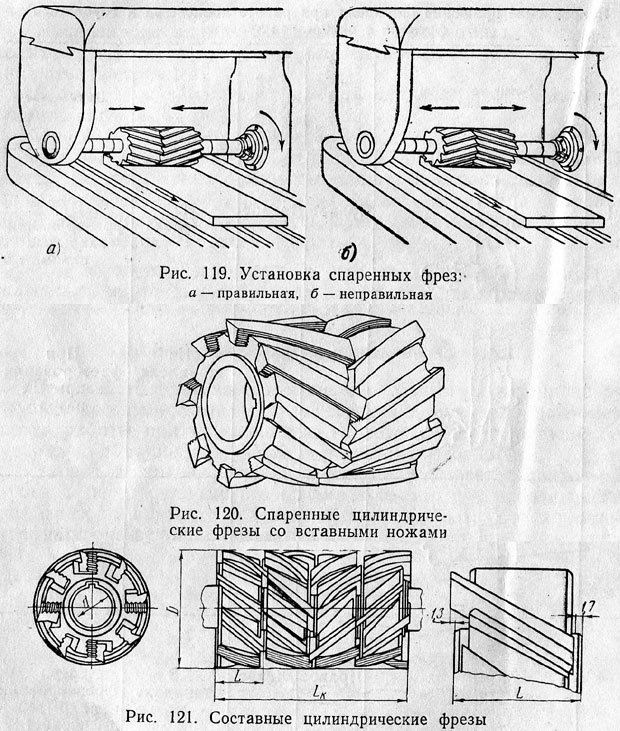
Глава VIII
ФРЕЗЕРОВАНИЕ УСТУПОВ, ПРЯМОУГОЛЬНЫХ ПАЗОВ И КАНАВОК. ОТРЕЗНЫЕ РАБОТЫ
§ 28. ФРЕЗЕРОВАНИЕ УСТУПОВ И ПАЗОВ
В машиностроении часто встречаются плоские детали, имеющие уступыс одной, двух, трех и даже четырех сторон. В качестве примера на рис. 122, а показана призма для установки цилиндрических деталей при фрезеровании, имеющая два уступа.
Фрезы для обработки уступов и пазов
Фрезерование уступов и прямоугольных пазов производят либо дисковыми фрезами на горизонтально-фрезерных станках, либо концевыми фрезами на вертикально-фрезерных станках. Неширокие цилиндрические фрезы называют дисковыми. Дисковые фрезы можно изготовлять с остроконечными и затылованньгми зубьями (рис. 123, а и б).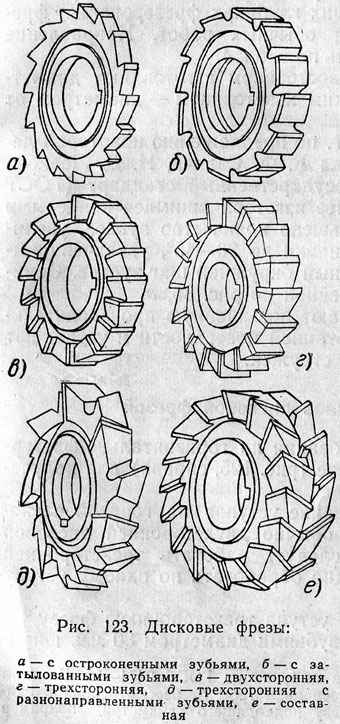
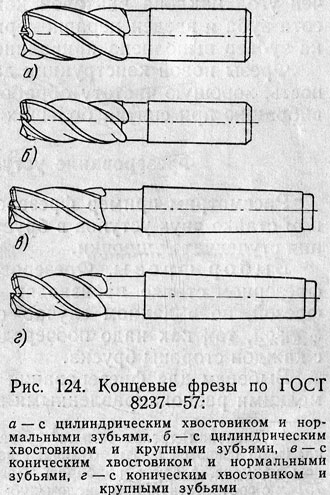
Фрезерование уступов дисковой фрезой
Рассмотрим пример фрезерования на горизонтально-фрезерном станке двух уступов в бруске (рис. 125, справа) для получения ступенчатой шпонки.
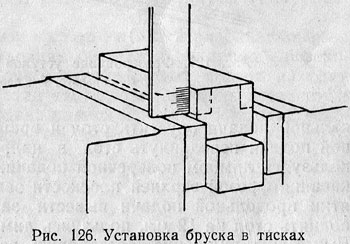 5, подача sзуб = 0,05 мм/зуб, скорость резания υ = 25 м/мин. По лучевой диаграмме (см. рис. 54) скорости резания υ = 25 м/мин и D = 80 мм соответствует n6 = 100 об/мин. При этом минутная подача составит:
5, подача sзуб = 0,05 мм/зуб, скорость резания υ = 25 м/мин. По лучевой диаграмме (см. рис. 54) скорости резания υ = 25 м/мин и D = 80 мм соответствует n6 = 100 об/мин. При этом минутная подача составит:
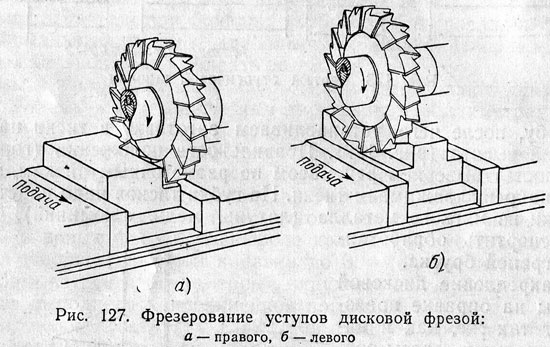 5 на чертеже, вынимаем деталь из тисков и передаем мастеру на проверку.
5 на чертеже, вынимаем деталь из тисков и передаем мастеру на проверку.
Фрезерование уступов концевой фрезой
Фрезерование уступов можно выполнять на вертикально-фрезерном станке, применяя для этой цели концевую фрезу по ГОСТ 8237—57 (см. рис. 124). Выберем для обработки вертикально-фрезерный станок 6М12П. Рассмотрим пример фрезерования концевой фрезой двух уступов в бруске (рис. 125) для получения ступенчатой шпонки. Выбор фрезы. Выберем концевую фрезу диаметром 16 мм с цилиндрическим хвостовиком и с нормальными зубьями. Такая фреза имеет пять зубьев. Чтобы стружка при обработке транспортировалась вверх, направление винтовых канавок должно быть правым при правом вращении шпинделя. Подготовка к работе. Заготовка закрепляется в тисках так же, как было изложено при обработке дисковой фрезой. Закрепляем концевую фрезу в патроне (см. рис. 48), протерев тщателыно хвостовик фрезы, разжимную втулку и гайку патрона. Настройка на режим резания. При одинаковых с предыдущим примером условиях обработки (ширина фрезерования, глубина резания и чистота обработки) подача на один зуб фрезы задана 0,03 мм, так как условия резания здесь труднее. Скорость резания υ задана равной 25 м/мин. При этих условиях число оборотов шпинделя по формуле (2а):
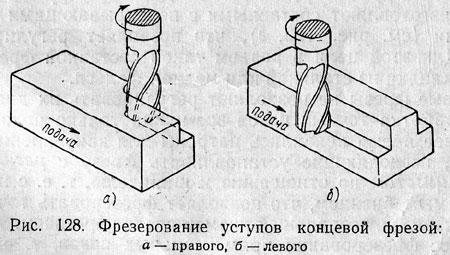

Фрезерование сквозных прямоугольных пазов
При фрезеровании сквозных прямоугольных пазов применяют трехсторонние дисковые фрезы (рис. 123, д) или концевые фрезы (рис. 124). При фрезеровании прямоугольных пазов ширина дисковой фрезы или диаметр концевой фрезы должны соответствовать чертежному размеру фрезеруемого паза с допускаемыми отклонениями, что справедливо только в тех случаях, когда установленная дисковая фреза не имеет торцового биения, а концевая фреза — радиального биения. Если фреза будет бить, то ширина отфрезерованного паза окажется больше ширины фрезы, или, как говорят, фреза разобьет паз, что может привести к браку. Поэтому трехстороннюю фрезу выбирают по ширине несколько меньше ширины фрезеруемого паза. Так как трехсторонние дисковые фрезы изготовляют с остроконечными зубьями, то после последующей переточки торцовых зубьев ширина фрезы уменьшится. Следовательно, данная фреза после заточки уже будет непригодной для фрезерования прямоугольного паза в следующей партии деталей. Для сохранения необходимой ширины трехсторонних дисковых фрез после переточки их изготовляют составными с перекрывающими друг друга зубьями (см. рис. 123, г), что позволяет регулировать их размер. Для этой цели в разъем такой составной фрезы вставляют прокладки из стальной или медной фольги. Концевые фрезы не позволяют регулировать их диаметр, поэтому обработка точных пазов возможна только новой фрезой. В последнее время появились патроны для закрепления концевых фрез, позволяющие устанавливать фрезу с регулируемым эксцентрицитетомпо отношению к шпинделю, т. е. с некоторым регулируемым биением, что позволяет фрезеровать точные пазы концевой фрезой, потерявшей размер после переточки. Процесс фрезерования прямоугольных пазов, т. е. установка фрезы, закрепление заготовки, а также приемы фрезерования не отличаются от описанных выше приемов фрезерования уступа.Фрезерование замкнутых пазов
В планке толщиной 15 мм (рис. 129) требуется профрезеровать замкнутый паз шириной 16 мм и длиной 32 мм.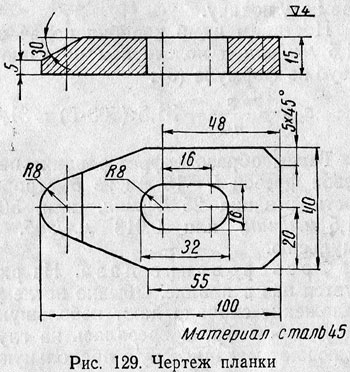
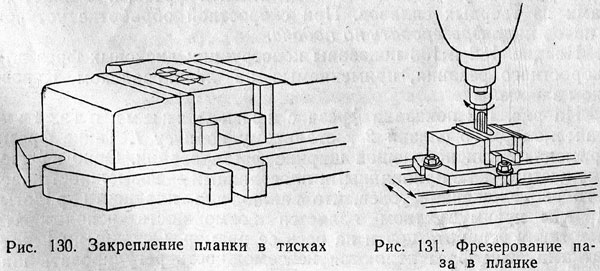


Скоростное фрезерование уступов и пазов
Скоростники-фрезеровщики широко применяют скоростное фрезерование уступов и пазов дисковыми фрезами с пластинками из твердых сплавов. При скоростной обработке уступов и пазов надо фрезеровать по подаче. На рис. 132 и 133 показаны конструкции дисковых фрез для скоростного резания, применяемые на ленинградском Кировском заводе.
Возможные методы фрезерования уступов
На рис. 134 даны три варианта фрезерования уступов на бруске.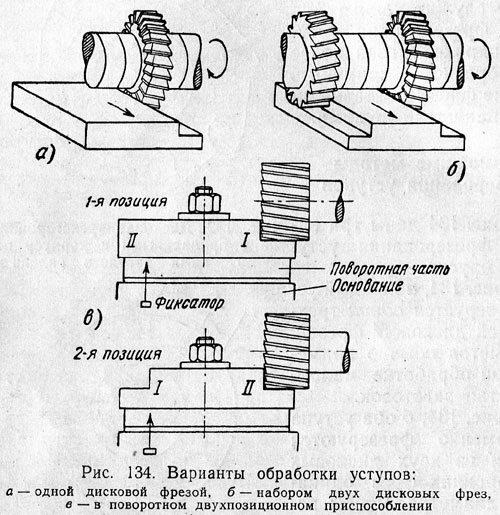
§ 29. ФРЕЗЕРОВАНИЕ ШПОНОЧНЫХ КАНАВОК В ВАЛАХ
Общие понятия
Шпоночная канавка бывает открытой, или сквозной, когда она проходит вдоль всего вала, закрытой, или замкнутой, когда она выфрезерована на части вала и не выходит ни к одному из его торцов, и полузакрытой, или полузамкнутой, когда она выфрезерована на одном конце вала и выходит к торцу. Открытые шпоночные канавки фрезеруют дисковыми фрезами на горизонтально-фрезерных станках; закрытые и полузакрытые шпоночные канавки фрезеруют специальными концевыми (шпоночными) фрезами на горизонтально- и вертикально-фрезерных станках или на специальных шпоночных станках.Фрезерование открытой шпоночной канавки
На рис 135 показана установка заготовки и фрезы для фрезерования открытой шпоночной канавки с закреплением вала в параллельных машинных тисках. Материал вала—конструкционная сталь σb = 75 кГ/мм2; диаметр вала 50 мм, ширина шпоночной канавки 16 мм. Размеры вала и шпоночной канавки указаны на рис. 135, б.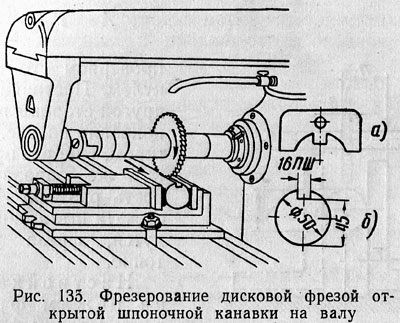
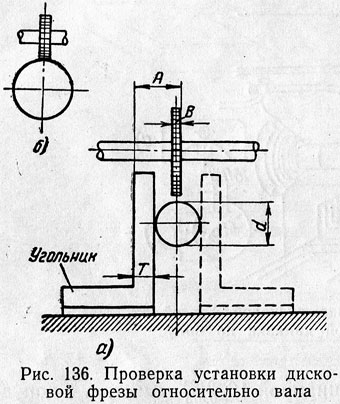

Фрезерование закрытой шпоночной канавки
Фрезерование закрытых шпоночных канавок можно производить на горизонтально-фрезерных, на вертикально-фрезерных и на специальных шпоночно-фрезерных станках. На рис. 137, а показана установка для фрезерования закрытой канавки на горизонтально-фрезерном станке, а на рис. 137, б — на вертикально-фрезерном станке. Материал вала — конструкционная сталь, σb = 75 кГ/мм2. Размеры вала и канавки показаны на рис. 137.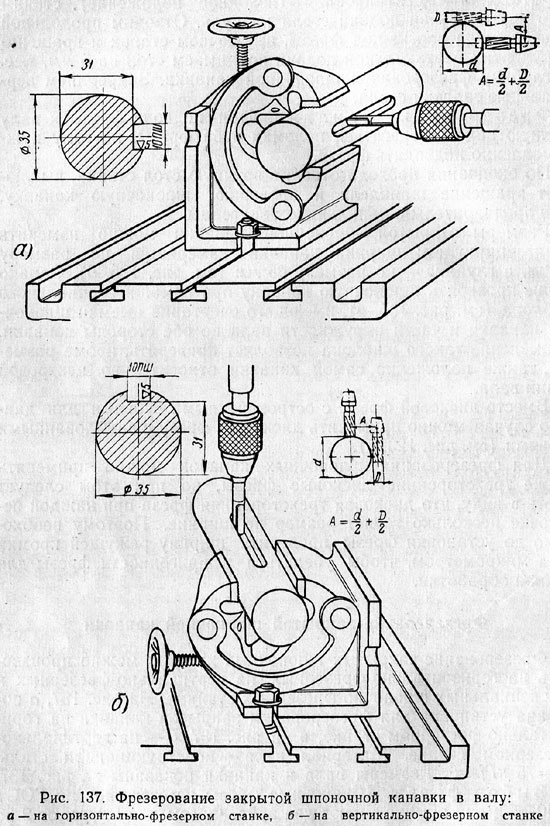
 мм соответственно ширине шпоночной канавки с допуском по посадке ПШ, с цилиндрическим хвостовиком. Так как шпоночные фрезы, подобно концевым, после переточки теряют размер при получении фрезы из инструментальной кладовой рекомендуется проверить микрометром диаметр режущей части. После закрепления фрезы в патроне следует проверить радиальное биение фрезы по индикатору, чтобы размер шпоночной канавки не вышел из допуска. Подготовка к работе. Для закрепления вала пользуются специальными тисками (см. рис. 66). В этих тисках можно производить закрепление заготовки для фрезерования как вертикальным, так и горизонтальным шпинделем, как показано на рис. 137. Так как установка для фрезерования по рис. 137, б отличается от установки по рис. 137, а лишь расположением шпинделя, разберем только порядок фрезерования шпоночной канавки на горизонтально-фрезерном станке. Установив и закрепив вал в тиски для горизонтального фрезерования и выверив его по разметке рейсмасом, приступаем к установке фрезы. Фрезу устанавливают точно по центру вала (что необходимо для получения правильной шпоночной канавки), как показано на рис. 137, а и б, справа, в верхнем углу. Расстояние А, на которое надо поднять стол станка, после того как фреза коснется вала, определяют по формуле:
мм соответственно ширине шпоночной канавки с допуском по посадке ПШ, с цилиндрическим хвостовиком. Так как шпоночные фрезы, подобно концевым, после переточки теряют размер при получении фрезы из инструментальной кладовой рекомендуется проверить микрометром диаметр режущей части. После закрепления фрезы в патроне следует проверить радиальное биение фрезы по индикатору, чтобы размер шпоночной канавки не вышел из допуска. Подготовка к работе. Для закрепления вала пользуются специальными тисками (см. рис. 66). В этих тисках можно производить закрепление заготовки для фрезерования как вертикальным, так и горизонтальным шпинделем, как показано на рис. 137. Так как установка для фрезерования по рис. 137, б отличается от установки по рис. 137, а лишь расположением шпинделя, разберем только порядок фрезерования шпоночной канавки на горизонтально-фрезерном станке. Установив и закрепив вал в тиски для горизонтального фрезерования и выверив его по разметке рейсмасом, приступаем к установке фрезы. Фрезу устанавливают точно по центру вала (что необходимо для получения правильной шпоночной канавки), как показано на рис. 137, а и б, справа, в верхнем углу. Расстояние А, на которое надо поднять стол станка, после того как фреза коснется вала, определяют по формуле: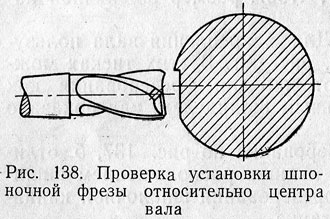
Методы автоматизации фрезерования пазов
В целях автоматизации фрезерования пазов и канавок применяют шпоночно-фрезерные станки, имеющие так называемую маятниковую подачу, которая заключается в том, что подачи для врезания фрезы на глубину после каждого хода, а также прямая и обратная продольные подачи стола автоматизируются, т. е. происходят без участия фрезеровщика, будучи установлены предварительно. По достижении заданной глубины фрезерования вертикальная подача выключается и стол делает еще 2— 4 продольных хода, чтобы получить чистую поверхность паза. Благодаря автоматизации процесса один фрезеровщик в состоянии обслужить одновременно несколько станков. На рис. 139 дана схема фрезерования шпоночной канавки на консольно-фрезерном и шпоночно-фрезерном станках.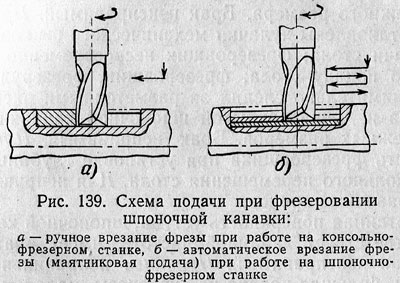
Брак при фрезеровании уступов, пазов и канавок
При фрезеровании уступов, шпоночных канавок, прямоугольных пазов возможны следующие виды брака; 1. Несовпадение оси шпоночной канавки с осью вала (непараллельность или несимметричность). Брак неисправимый. Причины: неправильная установка по центру вала дисковой или шпоночной фрезы. 2. Ширина канавки или паза больше чертежного размера. Брак неисправимый. Причины: биение торцов дисковой фрезы или радиальное биение шпоночной концевой фрезы. 3. Ширина канавки или паза меньше чертежного размера. Брак исправимый. Причины: при переточке фрезы она потеряла размер по ширине (для дисковой фрезы) или по диаметру (для концевой и шпоночной фрез), а фрезеровщик не проверил ее размеры. Для исправления брака нужен добавочный проход. 4. Глубина уступа, канавки или паза больше чертежного размера. Брак неисправимый. Причины: при перемещении стола станка фрезеровщик неправильно произвел отсчет по шкале лимба подачи стола. 5. Длина закрытой шпоночной канавки или закрытого паза больше чертежного размера. Брак неисправимый. Причины неправильно установлены кулачки механического выключения продольной подачи стола; фрезеровщик несвоевременно выключил-механическую подачу стола; фрезеровщик, фрезеруя с ручной подачей, невнимательно следил за разметочными рисками. 6. Глубина и длина закрытой шпоночной канавки или паза меньше чертежных размеров. Брак исправимый. Причины: невнимательность фрезеровщика при установке глубины фрезерования и продольного перемещения стола. Для исправления брака нужен добавочный проход. 7. Обработанная поверхность уступа, шпоночной канавки или паза не соответствует заданной чистоте, имеет рваные края, вмятины. Брак неисправимый. Причины: неправильный режим фрезерования, большая подача на зуб фрезы, малая скорость резания, большая скорость резания при отсутствии охлаждающей жидкости. 8. Вмятины и забоины на поверхности детали (бруска, призмы, вала). Брак неисправимый, если детали не подлежат последующему шлифованию. Причины: отсутствие мягких накладок на губках тисков при зажиме заготовки; следы ударов при креплении заготовки (применяли стальной молоток вместо латунного).§ 30. ОТРЕЗНЫЕ РАБОТЫ
Отрезные фрезы
Для отрезных работ применяют тонкие дисковые фрезы — отрезные. Очень тонкие дисковые фрезы малого диаметра для фрезерования прорезей (шлицев) в головках винтов и в гайках называют прорезными(шлицевьми). У отрезных и прорезных фрез (рис. 140) режущие кромки расположены только по цилиндрической части, т. е. зубья не имеют режущих кромок на обоих торцах фрезы. Для уменьшения трения о стенки пропила диски фрез имеют утонение к центру на величину угла φ 1.
| B | 1,6 | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 |
| a | 0,5 | 0,6 | 0,8 | 1,0 | 1,2 | 1,5 |
| f | 0,3 | 0,4 | 0,5 | 0,6 | 0,8 | 1,0 |
Разрезка заготовки на части
Требуется разрезать на горизонтально-фрезерном станке стальной угольник на пять равных частей размером 60-0,5 мм(рис. 141).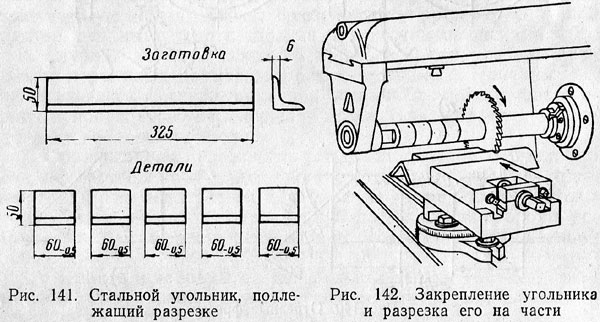
Разрезка бруска на части
Для получения готовой детали (шпонки) длиной 27 мм из фрезерованного бруска согласно рис. 125 с двумя уступами надо его разрезать на три части длиной по 27-0,5 мм каждая. Необходимо сделать два пропила шириной не более 2 мм каждый, чтобы длина бруска, равная 85 мм, была достаточной. Для такой работы выбираем отрезную фрезу из быстрорежущей стали Р18 диаметром 125 мм, шириной 2 ммс 56 средними зубьями и закрепляем ее на оправке. Заготовку закрепляем в тисках параллельно фрезерной оправке, как показано на рис. 143, в.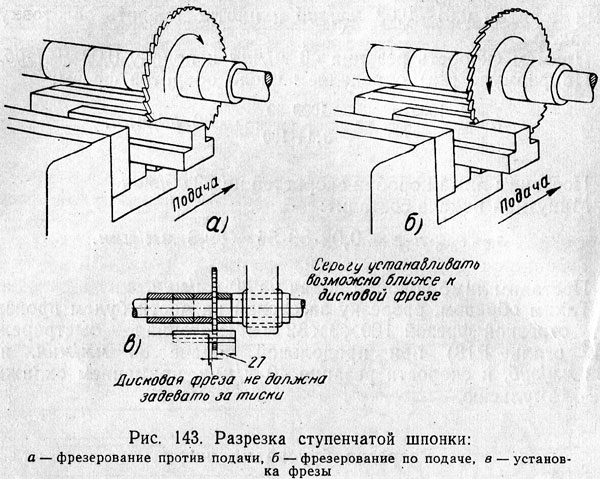
Глава IX
ФРЕЗЕРОВАНИЕ ФАСОННЫХ КАНАВОК И СПЕЦИАЛЬНЫХ ПАЗОВ
§ 31. ФРЕЗЕРОВАНИЕ ФАСОННЫХ КАНАВОК
Фасонные дисковые фрезы
Для фрезерования фасонных канавок, пазов, выемок применяют фасонные дисковые фрезы, имеющие профиль, соответствующий форме обрабатываемой поверхности заготовки.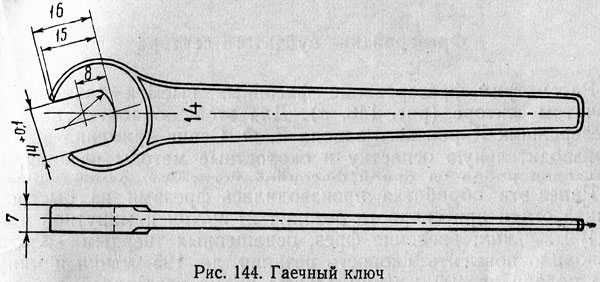
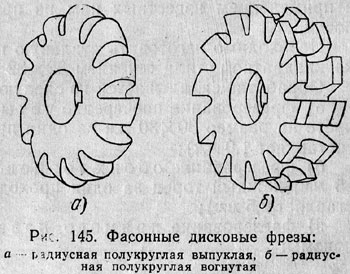
Фрезерование радиусных канавок
Фрезерование радиусных канавок не отличается от фрезерования открытой шпоночной канавки дисковой фрезой, описанного на стр. 163—164. Скорости резания для фасонных дисковых фрез обычно назначают на 30—35% меньше, чем для дисковых трехсторонних фрез, для повышения их стойкости, т. е. увеличения количества изготовляемых деталей между переточками.Фрезерование зубчатого сектора
Рассмотрим фрезерование фасонных выемок (канавок) в зубчатом секторе (рис. 146, а). Для этой обработки новатор-фрезеровщик Кировского завода Е. Ф. Савич применил высокопроизводительную оснастку и скоростные методы резания, использовав набор из одной фасонной угловой и одной двухсторонней дисковой фрез, оснащенных пластинками твердого сплава Т15К6 (рис. 146, б), и применяя делительное приспособление.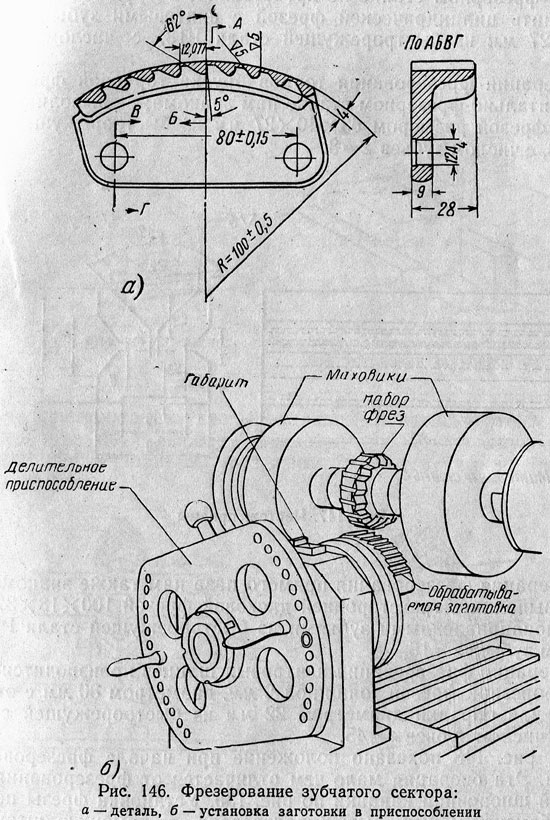
Фрезерование стальной призмы
Рассмотрим пример комплексной работы по фрезерованию с применением известных нам из предыдущего методов обработки. Необходимо изготовить стальную призму (рис. 147) из бруска квадратной стали сечением 32 X 32 мм и длиной 90 мм.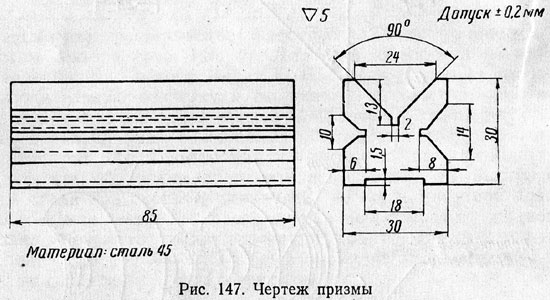
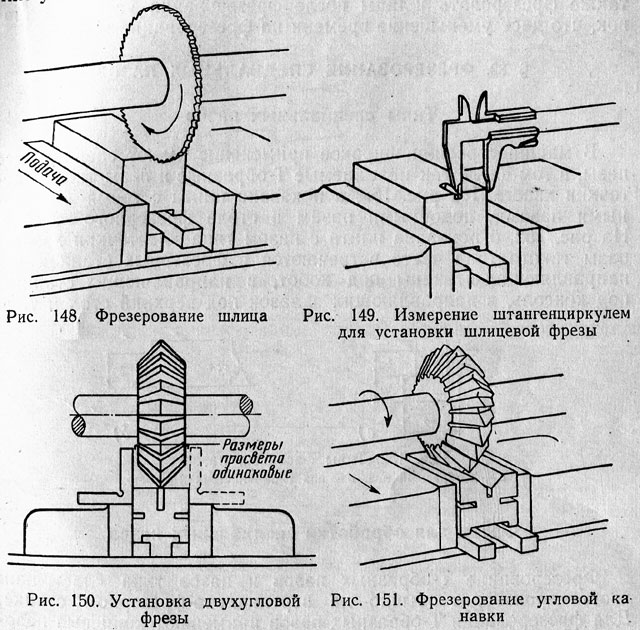
§ 32. ФРЕЗЕРОВАНИЕ СПЕЦИАЛЬНЫХ ПАЗОВ
Типы специальных пазов
В машиностроении широкое применение имеют специальные пазы, в том числе так называемые Т-образные и пазы типа «ласточкин хвост». На рис. 152, а показана плита с тремя Т-образными пазами, подобными пазам в столе фрезерного станка. На рис. 152, б показана плита с пазом типа «ласточкин хвост»; пазы такого типа часто встречаются в фрезерных станках — в направляющих станины под хобот, в направляющих станины под консоль, в направляющих салазок под верхний стол и т. д.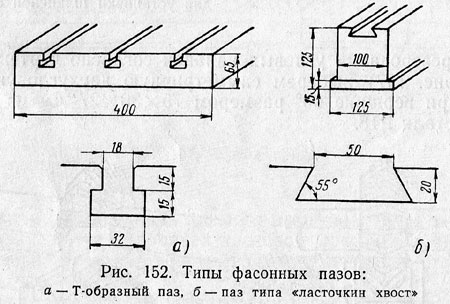
Фрезы для обработки специальных пазов
Фрезерование Т-образных пазов и пазов типа «ласточкин хвост» производят обычно на вертикально-фрезерном станке. Для фрезерования Т-образных пазов применяют концевые пазовые фрезы (рис. 153, а), подбираемые строго по размерам паза.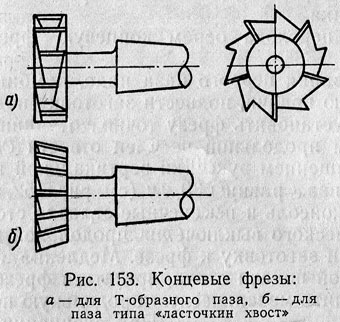
Фрезерование Т-образных пазов
Рассмотрим фрезерование трех Т-образных пазов согласно рис. 152, а. Материал заготовки — мягкий чугун. Т-образные пазы фрезеруют обычно в два перехода: при первом переходе фрезеруют прямоугольную прорезь (18X30 мм), при втором переходе — широкую часть паза (32X15 мм). Размеченную заготовку устанавливают непосредственно на столе станка, как показано на рис. 154. Выверяют установку заготовки на горизонтальность (параллельность) столу рейсмасом, двигая его вдоль стола станка. Затем закрепляют рейсмас в шпинделе станка и проверяют продольной подачей стола правильность установки размеченных пазов по отношению к столу станка. После выверки окончательно закрепляют заготовку болтами к столу станка.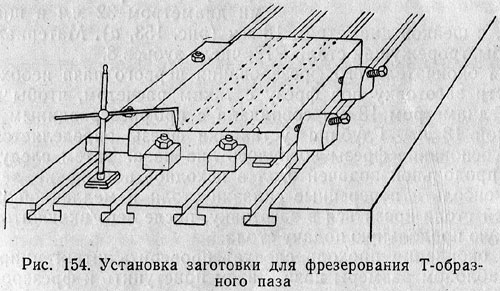
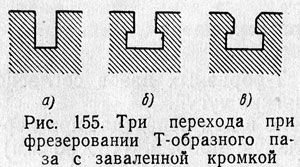
Фрезерование паза «ласточкин хвост»
Фрезерование паза «ласточкин хвост» в заготовке по рис. 152, б производят за два перехода. При первом переходе фрезеруют концевой фрезой диаметром 50 мм прямоугольный паз размерами 50X20 мм, а при втором переходе снимают скосы паза «ласточкин хвост» дисковой одноугловой фрезой с углом 55°. Первый переход фрезерования прямоугольного паза 50X Х20 ммможно произвести трехсторонней дисковой фрезой при скоростных режимах. Фрезерование нешироких пазов «ласточкин хвост» в небольших деталях производят за один проход фрезами, подобно показанной на рис. 153, б. Для устранения зазора между сопряженными по типу «ласточкин хвост» двумя деталями паз выполняют с уклоном по ширине к одной стороне. Подумайте, как построить технологический процесс обработки в этом случае и какой надо выбрать фрезерный станок.Возможный брак при фрезеровании фасонных канавок и специальных пазов
При фрезеровании фасонных канавок и специальных пазов, кроме общих случаев, рассмотренных на стр. 169—170 для фрезерования уступов, прямоугольных пазов и канавок, возможны следующие виды брака: 1. Профиль фасонной канавки или специального паза не соответствует шаблону при проверке. Причины: неправильно выбранный профиль фасонной фрезы; неправильная заточка затылованной фасонной фрезы; неправильная установка по глубине фрезы; неправильный шаблон. 2. Профиль фасонной канавки или специального паза сбит от разметочной риски. Брак неисправимый. Причины: невнимательность фрезеровщика. 3. При фрезеровании фасонных пазов в чугуне имеет место брак из-за выкрашивания углов паза при выходе фрезы из паза. Во избежание этого рекомендуется выключать механическую продольную подачу стола в момент выхода фрезы и дофрезеровывать осторожно паз вручную. Это особенно необходимо, когда фрезерование происходит с большими подачами.Глава X
ФРЕЗЕРОВАНИЕ КРИВОЛИНЕЙНЫХ КОНТУРОВ И ФАСОННЫХ ПОВЕРХНОСТЕЙ
§ 33. ФРЕЗЕРОВАНИЕ КРИВОЛИНЕЙНЫХ КОНТУРОВ
Общие положения
Не все детали машин имеют контуры, очерченные прямыми линиями, многие детали представляют плоские поверхности, ограниченные с боков криволинейными контурами. На рис. 156 показаны детали с криволинейными контурами: гаечный ключ (рис. 156, а), прихват (рис. 156, б), кулачок к токарному автомату (рис. 156, в), шатун двигателя (рис. 156, г). Контуры этих деталей состоят из отрезков прямых, сопряженных с кривыми или с дугами окружностей различного диаметра, и могут быть получены фрезерованием на обычном вертикально-фрезерном или специальном копировально-фрезерном станке.
Фрезерование криволинейного контура комбинированием ручных подач
Фрезерование комбинированием ручных подач заключается в том, что предварительно размеченную заготовку (закрепленную либо на столе фрезерного станка, либо в тисках, либо в приспособлении) обрабатывают концевой фрезой, перемещая ручной подачей стол одновременно в продольном и поперечном направлениях так, чтобы фреза снимала слой металла в соответствии с размеченным криволинейным контуром.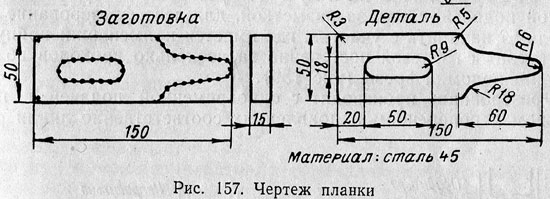
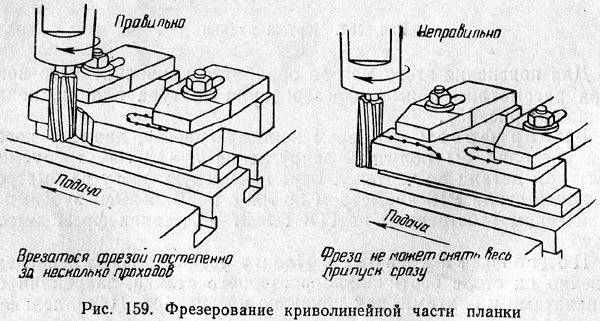
Фрезерование с применением круглого поворотного стола
Криволинейные контуры, имеющие форму дуги окружности в сочетании с отрезками прямых или без них, обрабатывают на круглом поворотном вращающемся столе, который является нормальной принадлежностью вертикально-фрезерного станка. Поворотный круглый стол с ручной подачей. На рис. 160 показан круглый поворотный стол для работы с ручной подачей. Плита 1 поворотного стола крепится к столу станка при помощи болтов, вставляемых в пазы стола. При вращении маховичка 4, насаженного на валик 3, вращается поворотная часть стола 2. На боковой поверхности стола нанесены градусные деления для отсчета поворота стола на требуемый угол. Заготовки для обработки закрепляют на поворотном столе любым способом: в тисках, непосредственно при помощи прихватов, в специальных приспособлениях.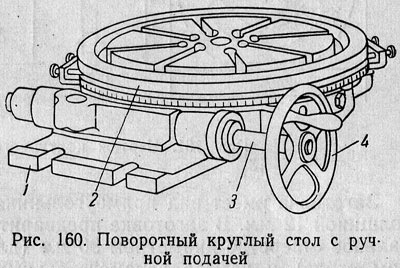
При вращении маховичка 4 заготовка, установленная и закрепленная на круглом поворотном столе, будет поворачиваться вокруг вертикальной оси стола. При этом каждая точка поверхности заготовки будет перемещаться по окружности радиуса, равного расстоянию этой точки от оси стола. Чем дальше расположена точка поверхности от оси стола, тем большую окружность опишет она при вращении стола. Если подвести заготовку любой точкой к вращающейся фрезе и продолжать поворачивать стол, то фреза обработает на ней дугу окружности радиусом, равным расстоянию от центра до этой точки заготовки. Таким образом, при обработке на круглом поворотном столе контур дуги образуется без комбинирования двух подач в результате круговой подачи поворотного стола, и точность контура здесь зависит не от умения комбинировать две подачи, а от правильной установки заготовки на столе. При помощи круглого поворотного стола можно фрезеровать как наружные контуры, так и внутренние пазы. Обработка контурного шаблона. Рассмотрим пример изготовления детали фрезерованием, где сочетается обработка наружного контура с обработкой внутренних круговых пазов. Пусть требуется обработать контурный шаблон, показанный на рис. 161.
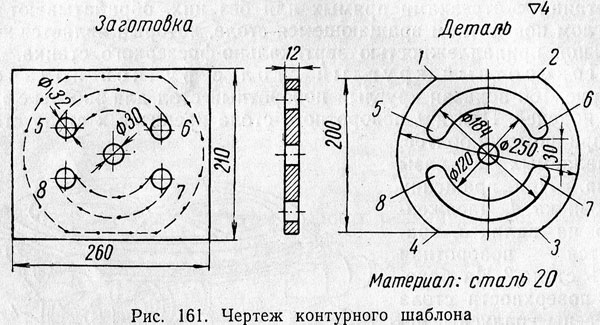
Заготовка имеет вид прямоугольника размером 210x260 мм, толщиной 12 мм. В заготовке предварительно просверлено центральное отверстие диаметром 30 мм (для крепления ее на круглом столе) и четыре вспомогательных отверстия диаметром 32 мм (для фрезерования). Заготовка предварительно размечена. Фрезерование будем вести на вертикально-фрезерном станке. Так как обработке подлежат наружный и внутренний контуры, то фрезерование необходимо производить в две установки. 1. Закрепив заготовку на круглом столе болтами, пропущенными через любые два отверстия в ней, фрезеруем наружный контур по разметке, используя вращателыное движение круглого стола (рис. 162, а).
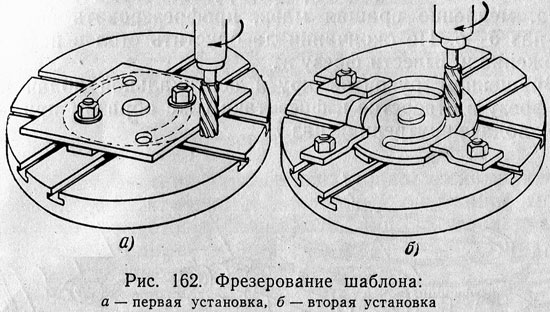
2. Закрепив заготовку на круглом столе прихватами, фрезеруем внутренние круговые пазы по разметке, используя вращательное движение круглого стола (рис. 162, б). Выбор фрезы. Так как обработку наружного контура и внутренних пазов желательно производить без смены фрезы, то выбираем концевую фрезу из быстрорежущей стали Р18 (по ГОСТ 8237—57) диаметром 32 мм (соответственно ширине кругового паза) с нормальным зубом (z = 5) и коническим хвостовиком. Установка круглого поворотного стола. Для установки круглого стола необходимо: 1 Поставить круглый стол на ребро, протереть основание и установить на стол станка. При установке ввести в пазы стола станка с обеих сторон прижимные болты с гайками и шайбами и закрепить круглый стол болтами. 2 Вставить в центральное отверстие круглого стола центрирующий штифт диаметром 30 мм. Для закрепления заготовки воспользуемся центрирующим штифтом и болтами для первой установки (рис. 162, а) и центрирующим штифтом и прихватами для второй установки (рис. 162,6). Настройка станка на режим фрезерования. Для данной операции задана скорость резания υ = 31,5 м/мин, что при диаметре фрезы D = 32 мм по лучевой диаграмме (см. рис. 54) соответствует 315 об/мин. Подача фрезы задана 0,08 мм/зуб, что при n = 315 об/мин и числе зубьев фрезы z = 5 дает минутную подачу 0,08X5x315= 126 мм/мин. Устанавливаем лимб коробки скоростей на 315 об/мин и лимб коробки подач на 125 мм/мин. Фрезерование наружного контура. Закрепление заготовки ясно из рис. 162, а. Закрепив в шпиндель станка концевую фрезу, включают станок и подводят заготовку к фрезе в том месте, где имеется наименьший припуск (рис. 162, а). Вращающуюся фрезу врезают ручной подачей в заготовку до линии разметки и, включив механическую продольную подачу, фрезеруют прямолинейный участок 1—2 (рис. 161). При ручном вращении круглого стола фрезеруют криволинейный участок 2—3. После этого фрезеруют при механической продольной подаче прямолинейный участок 3—4 и, наконец, опять при ручном вращении круглого стола фрезеруют криволинейный участок 4—1. Фрезерование круговых пазов. Заготовку для фрезерования круговых пазов устанавливают так, как показано на рис. 162, б. Вращением рукоятки вертикальной, продольной и поперечной подач подводят фрезу (см. рис. 162, б) и вставляют в отверстие 5 (см. рис. 161). Затем надо поднять стол, застопорить консоль стола и плавно при ручной круговой подаче круглого стола, медленно вращая маховичок, профрезеровать внутренний паз 5—6. По окончании прохода опустить стол в исходное положение и вывести фрезу из паза. Вращением рукояток круговой и вертикальной подач вводят фрезу в отверстие и фрезеруют таким же образом при круговой подаче внутренний паз 7—5. Круглый поворотный стол с механической подачей. На рис. 163 дана более совершенная конструкция круглого стола, круговое движение которого производится механически от привода станка. Если на квадратный конец валика 6 надеть маховичок, то можно вращать стол вручную, как у показанного на рис. 160 стола с ручной подачей. Механическое вращение стола получается при соединении ходового винта продольной подачи стола станка через систему шестерен с шарнирным валиком 3—4, связанным с червячной передачей, находящейся в корпусе круглого станка. Включение механической подачи стола производится рукояткой 5. Автоматическое выключение механической подачи производится кулачком 2, который для установки можно передвигать по пазу 1 круглого стола и закреплять в нужном положении двумя болтами.
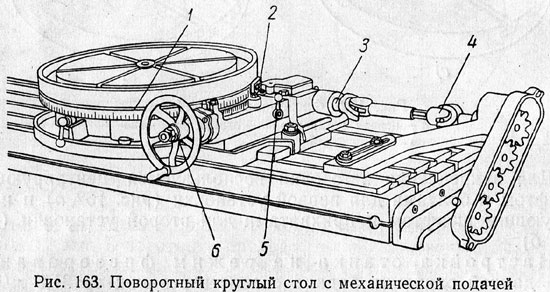
Работа на круглом столе с механической подачей производится подобно разобранному примеру обработки на круглом столе с ручной подачей, но фрезеровщик избавлен от необходимости вручную вращать маховичок. Круговая механическая подача выражается также в мм/мин. Ее определяют, исходя из развернутой длины окружности обработки и числа оборотов круглого стола в минуту.
Пример 7. Определить круговую подачу при обработке по наружному контуру заготовки, показанной на рис. 161, на поворотном столе с механической подачей, если известно, что стол делает 0,25 об/мин. Наружный контур детали по рис. 161 очерчен дугами окружности D = 250 мм, следовательно, длина пути фрезы по этой окружности равна πD = 3,14 X 250 = 785,4 мм. При одном обороте стола в минуту скорость круговой подачи равна 785,4 мм/мин, а при 0,25 об/мин, как задано условиями обработки, скорость круговой подачи составит: 785,4-0,25= 197,35 мм/мин.
Фрезерование по копиру
Для изготовления деталей, имеющих криволинейный контур, криволинейные канавки и другие сложные очертания, можно фрезеровать заготовку, как мы видели, либо комбинируя две подачи, либо применяя поворотный круглый стол; в этих случаях предварительная разметка обязательна. При изготовлении больших партий одинаковых деталей с криволинейными контурами пользуются копировальными приспособлениями или применяют специальные копировально - фрезерные станки. Принцип работы копировальных приспособлений для фрезерования основан на использовании продольной, поперечной и круговой подач стола станка для сообщения заготовке криволинейного движения, точно соответствующего контуру готовой детали. Для автоматического получения нужного контура применяют копиры, т. е. шаблоны, которые заменяют разметку. Фрезерование по копиру - шаблону. Для фрезерования контура большой головки шатуна двигателя (рис. 164, б) копир 1 накладывают на деталь 2 и надежно с ней скрепляют. Действуя маховичком круговой подачи круглого поворотного стола и рукоятками продольной и поперечной подач, фрезеровщик следит за тем, чтобы шейка концевой фрезы 3 все время прижималась к поверхности копира 1.
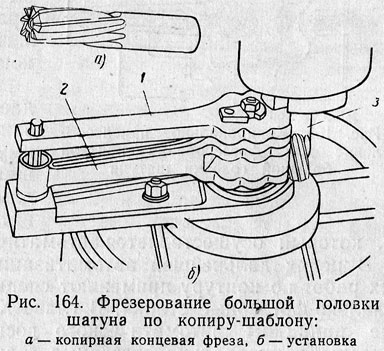
Концевая фреза для обработки по копиру показана на рис 164, а. На рис. 165 дана схема копировального приспособления для фрезерования контура большой головки шатуна двигателя, подобно изображенной на рис. 164, но с применением, кроме копира, еще ролика и груза.
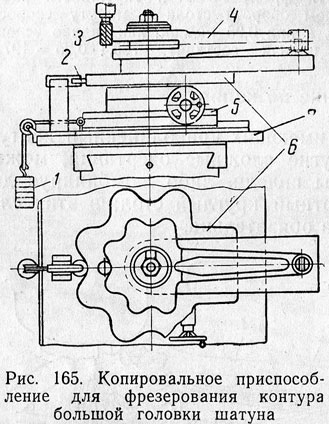
На столе 7 станка установлено копировальное приспособление 5, имеющее круглый поворотный стол с ручной подачей; на планшайбе стола закреплен копир 6. Под действием груза 1 копир 6 всегда прижат к ролику 2. Ходовые винты продольной и поперечной подач стола станка освобождены и при вращении круглого поворотного стола приспособление вместе с закрепленной заготовкой 4 будет «следить» под действием груза за копиром 6, а фреза 3 будет обрабатывать заготовку 4 по заданному контуру. Приспособление обладает по сравнению с показанным на рис. 164 тем преимуществом, что фрезеровщик освобожден от необходимости непрерывно создавать контакт пальца и копира, который осуществляется автоматически под действием груза В целях дальнейшей автоматизации копировально-фрезерных работ по контуру применяют специальные контурные копировально-фрезерные станки. Вглаве XXIII рассмотрены основные принципы автоматического воспроизведения контура и описаны копировально-фрезерные станки для этих работ.
§ 34. ФРЕЗЕРОВАНИЕ ФАСОННЫХ ПОВЕРХНОСТЕЙ
Общие положения
Многие детали имеют фасонные поверхности, отличные от рассмотренных ранее. Фасонная поверхность в сечении представляет криволинейный профиль, т. е. профиль, состоящий из отрезков прямых, сопряженных с кривыми или дугами окружностей различного диаметра. Если фасонная поверхность имеет криволинейный профиль только в одном сечении (поперечном или продольном), она может быть получена путем фрезерования на обычных фрезерных станках; если же фасонная поверхность имеет криволинейный профиль в обоих сечениях, для ее обработки необходимы специальные копировально-фрезерные станки для объемного копирования. Значительное распространение деталей машин с фасонными поверхностями объясняется тем обстоятельством, что такая форма позволяет получать детали нужной прочности при минимальном весе. К таким деталям относятся части авиационных двигателей, самолетов, автомобилей, тракторов, мотоциклов, разных приборов, пишущих машин, ружей, станков-автоматов и т. д. Кузнечные штампы, пресс-формы, кокили и другая оснастка имеют сложные фасонные поверхности. Нет почти ни одной отрасли машиностроения, где бы не встречались детали с фасонными поверхностями.
Фасонные фрезы
Детали, имеющие фасонные поверхности в одном сечении в виде выступов или впадин, изготовляют, применяя фасонные фрезы, придающие требуемую форму заготовке без копира. Для получения нешироких фасонных поверхностей применяют фасонные фрезы с затылованными зубьями, подобные рассмотренным ранее радиусным и другим профильным фасонным фрезам. На рис. 166 показаны фасонные фрезы различных профилей, применяемые в машиностроении.
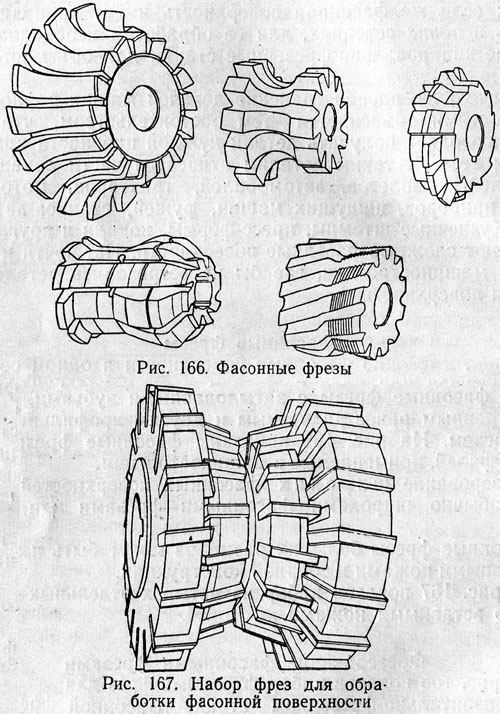
Фрезерование широких фасонных поверхностей производится обычно широкими фасонными фрезами или наборами фрез. Фасонные фрезы больших размеров могут быть изготовлены со вставными ножами и сборной конструкции. На рис. 167 показан набор из четырех отдельных фасонных фрез со вставными ножами.
Фрезерование фасонными фрезами
На рис. 168 показан набор фасонных фрез для фрезерования на горизонтально-фрезерном станке фасонной поверхности. Профиль сечения детали дан на рис. 168, справа: материал заготовки — чугун.
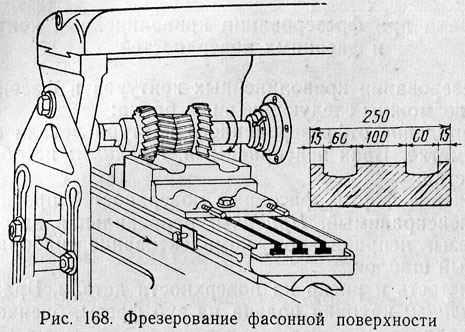
Фрезерование производится в зажимном приспособлении. Режущий инструмент — комплект фрез из быстрорежущей стали Р18. Диаметр крайних фрез 125 мм, диаметр средних фрез 85 мм, число зубьев каждой фрезы 12. Так как все четыре фрезы вращаются одновременно с одинаковым числом оборотов, то скорость резания крайних фрез большего диаметра будет больше скорости резания средних фрез меньшего диаметра. Расчет скорости резания при фрезеровании набором фрез производят по фрезе наибольшего диаметра; тогда фреза меньшего диаметра будет работать с меньшими скоростями, т. е. в более благоприятных условиях. Фасонные фрезы нельзя доводить до большого затупления, так как в этом случае пришлось бы затачивать фрезу по профилю, поэтому скорость резания задают для фасонных фрез на 20—30% меньше, чем для цилиндрических. Для данной обработки задана скорость резания υ = 20 м/мин и подача фрезы 0,08 мм/зуб. При диаметре фрезы D = 125 мм, скорости резания υ = 20 м/мин по лучевой диаграмме (см. рис. 54) n = 50 об/мин; при этом числе оборотов минутная подача s = 0,08X10X50 = 40 мм/мин. Настраиваем коробку скоростей и коробку подач на эти режимы. Обработка чугуна ведется без охлаждения.
Профиль обработанной поверхности проверяют при помощи шаблона.
Для проверки фрез служит контршаблон, представляющий собой обратное очертание профиля фрезы. Во иpбежание брака необходимо фрезу, шаблон и контршаблон клеймить.
На рис. 169 показаны набор фрез, шаблон и контршаблон для получения детали с фасонной поверхностью.
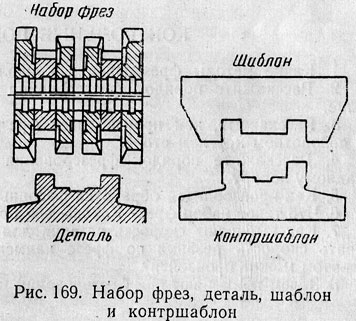
Виды брака при фрезеровании криволинейных контуров и фасонных поверхностей
При фрезеровании криволинейных контуров и фасонных поверхностей возможны следующие виды брака:
1. Несовпадение отфрезерованного контура детали с заданным по разметке. Брак неисправимый. Причины: несоблюдение линии разметки.
2. Искажение формы фасонных поверхностей против чертежа. Брак неисправимый. Причины: неправильная заточка фасонной фрезы, неправильное комплектование набора фрез, неправильный шаблон.
3. Волнистость и риски на поверхности детали. Брак исправимый. Причины: крупная подача на зуб фрезы, биение фрезы, вибрации стола.
4. Неправильные размеры детали вследствие неверного отсчета от базовой поверхности, неправильной установки заготовки, перекоса тисков или приспособлений и других причин, вызванных небрежностью в работе.