


Настройка и работа в программе CNC USB Controller
Программа управления станком CNC USB Controller работает в операционных системах Windows XP и Windows7.
1.Установка программы.
Для работы программы требуется, чтобы на компьютере были установлены приложения DirectX-9 и Dotnetfx35. Если их на вашем компьютере не оказалось они присутствуют на установочном диске программы CNC USB Controller.
Для установки программы требуется скачать или запустить с диска установочный файл CNCUSB_Setup.exe
После установки программы можно подключить плату контроллера к USB разъему контроллера.
При первом запуске программа запросит ключ лицензии , который необходимо ввести.
2. Настройка программы.
Переход к настройке через меню файл->настройки, рисунок 1
Рисунок 1
2.1 Настройка осей, рисунок 3, здесь устанавливаем количество осей 3, для станков с поворотной осью 4.
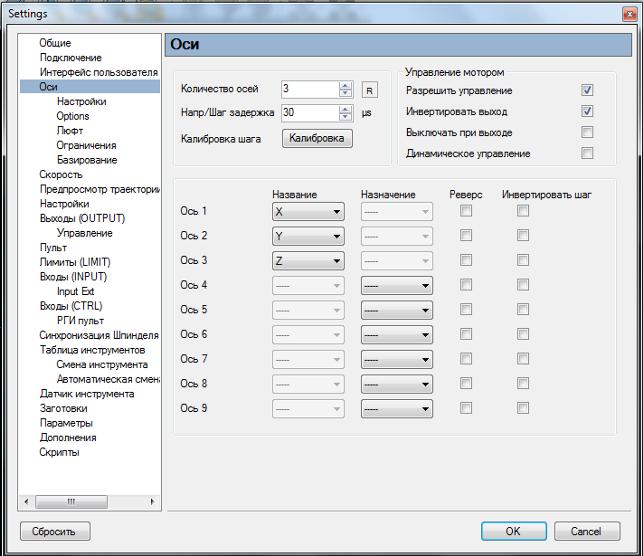
Рисунок 2
Здесь же, при необходимости, можно изменить направление перемещения по любой оси, установкой галочки в поле "реверс".
Если известен шаг винта и установленный на контроллере микрошаг(коэффициент дробления шага), то можно перейти пропустить пункт 2.2 и продолжить настройку программы с пункта 2.3
2.2 Кнопка "Калибровка" позволяет вычислить величину "Шагов/Еденицу".
Управляя вручную перемещением каретки с инструментом станка, с помощью кнопок "правый Ctrl" + стрелки клавиатуры, выводим каретку примерно на середину.
Выбираем калибруемую ось, рисунок 3
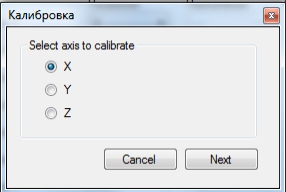
Рисунок 3
Нажимаем "Next" и указываем расстояние перемещения, рисунок 4.
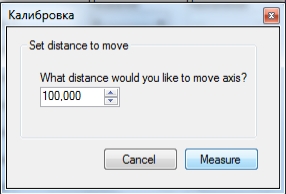
Рисунок 4
Заносим расстояние на которое переместилась каретка с инструментом, рисунок 5
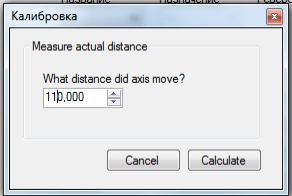
Рисунок 5
Нажимаем "Calculate" и программа выдаст значение "Шагов/Еденицу". Нажав "Set", программа сохранит эти значения , рисунок 6, и переходим к пункту 2.4
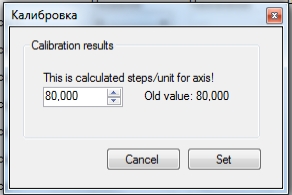
Рисунок 6
2.3 Установка скоростей холостых перемещений и передаточных чисел.
Меню Файл->Настройки->Оси->Настройки , рисунок 7
Настройка передаточных чисел для определенного ходового винта заносится в поле "Шагов/Еденицу".
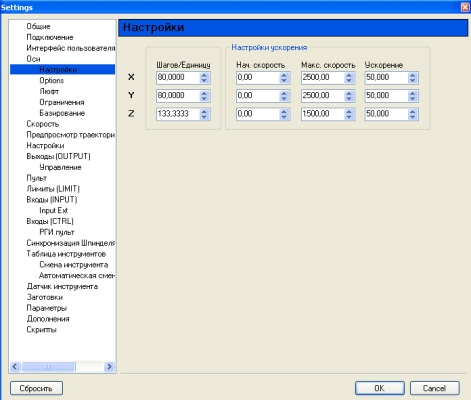
Рисунок 7 Настройка передаточного числа, скорости холостых перемещений и ускорений.
Передаточные числа, скорости и ускорения устанавливаются раздельно для каждой оси,
Передаточное число (для установленного ходового винта ЧПУ станка)
В окошке "Шагов/Еденицу" данные вводятся в соответствии с таблицей для винтовых передач, соединенных напрямую с двигателем, имеющим угол одного шага 1,8 градуса.
|
Шаг винта мм |
Полный шаг |
1/2 шага |
1/8 шага |
1/16 шага |
| 1,5 (M10) | 133,33333 | 266,66666 | 1066,66666 |
2133,33333 |
| 1,75 (M12) | 114,28571 | 228,57142 | 914,28571 |
1828,57142 |
| 2,0 (TR10) | 100 | 200 | 800 |
1600 |
| 3,0 (TR12) | 66,66666 | 133,33333 | 533,33333 |
1066,66666 |
| 5,0 (ШВП1605) | 40 | 80 | 320 |
640 |
Для Моделист2030 c винтом М12 значение "Шагов/Еденицу" устанавливаем равным "228.57142"
Для алюминиевого станка CNC-2020AL 200мм х 200мм c винтом TR10 значение "Шагов/Еденицу" устанавливаем равным "200"
Для Моделист3030 c винтом TR12 значение "Шагов/Еденицу" устанавливаем равным "133.333333"
Для Моделист3040, Моделист4060, Моделист4080 и алюминиевых станков (кроме модели 200мм х 200мм) c ШВП1605 значение "Шагов/Еденицу" устанавливаем равным "80".
Cкорость перемещений ставим не более 3000 для алюминиевых, не более 2500 для станков 3040 и 4060 с ШВП1605, не более 1000 для моделист2020 и 2030, ускорение устанавливаем равным "50", то есть как на картинке, рисунок 7.
Для оси Z значение "Шагов/Еденицу может отличаться от значений других осей.
Устанавливаем для оси Z:
Для Моделист2030 c винтом оси Z М12 значение "Шагов/Еденицу" устанавливаем равным "228,57142"
Для Моделист3030 и станка из алюминия 200мм х 200мм c винтом оси Z TR10 значение "Шагов/Еденицу" устанавливаем равным "200"
Для алюминиевых станков (кроме станка 200мм х 200мм) c винтом оси Z ШВП1605 значение "Шагов/Еденицу" устанавливаем равным "80"
Для Моделист3040-4060-4080 c винтом оси Z TR12 значение "Шагов/Еденицу" устанавливаем равным "133.333333".
2.4 Программные ограничения Меню Файл->Настройки->Оси->Ограничения
3 Описание интерфейса программы CNC USB Controller.
3.1 Главное окно программы, на рисунке 8.

Рисунок 8 Главное окно программы CNC USB Controller.
3.2 Вид рабочей области и окна G-кода, рисунок 9
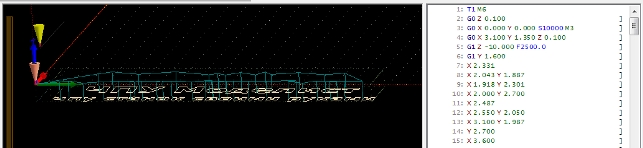
Рисунок 9
В рабочей области отображается:
сетка, с размерами указанными в настройках,
направление осей XYZ,
жёлтый конус - кончика инструмента (фрезы),
фиолетовый конус - нулевая точка,
голубая полоса - траектория холостого перемещения инструмента,
белая полоса — траектория рабочей подачи инструмента (рабочего хода)
В левой части окна отображается G-код, элементы которого отображаются разными цветами.
3.3 Относительные координаты положения инструмента, рисунок 10.
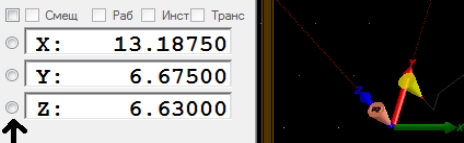
Рисунок 10.
Их модно сбросить разом «Обнулить все координаты», можно по отдельности нажимая на кружок. Так же их можно ввести вручную. Эти действия необходимо провести после перемещения каретки с инструментом в начальное место старта фрезеровки, обычно это левый ближний угол заготовки.
3.4 Панель управления ручным перемещением инструмента.
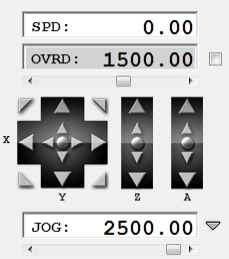
Рисунок 11
Панель управления
SPD – реальная скорость перемещения в текущий момент
OVRD - ограничение рабочей скорости(скорости подачи)
(если галочка не стоит то ограничения идут максимальные из настроек).
JOG - скорость ручного перемещения.
Большие стрелки перемещают инструмент в указанном направлении, пока они нажаты.
Маленькие стрелки для дискретного перемещения на один шаг, перемещают инструмент на определенное расстояние, указанное в настройках.
3.5 Описание кнопок управления.

Обнулить все координаты
Переместить в точку 0,0,0
Переместить в точку 0,0,Z не изменяя координаты по Z
Переместить в точку с заданными координатами X, Y, Z
4. Создание управляющей программы(G-кода) по растровому изображению из файлов *.jpg
Файл -> открыть -> выбираем наше изображение.
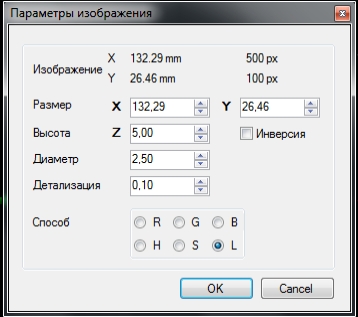
Рисунок 12.
Где:
Размер - общий размер.
Высота - общая высота работы, такой же будет и высота безопасного перемещения.
Диаметр - диаметр инструмента, так же это расстояние между проходами.
Детализация - на сколько срезать вертикальные плоскости.
Инверсия - инверсия изображение.
5 Масштабирование.
G-код Маштаб …
Функция "Масштаб" позволяет изменить размер вашей уже загруженной в G-коде модели.
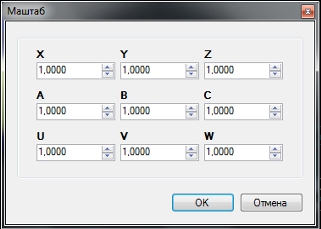
Рисунок 13
6 Настройка Датчика инструмента (датчик нуля)
6.1 Подключить датчик, один провод на LZ- второй провод на клемму 12В
6.2 Разрешить программе использование датчика инструмента.
Для этого в меню Файл/Настройки/ Датчик инструмента установить галочку "Разрешить", рисунок 14.
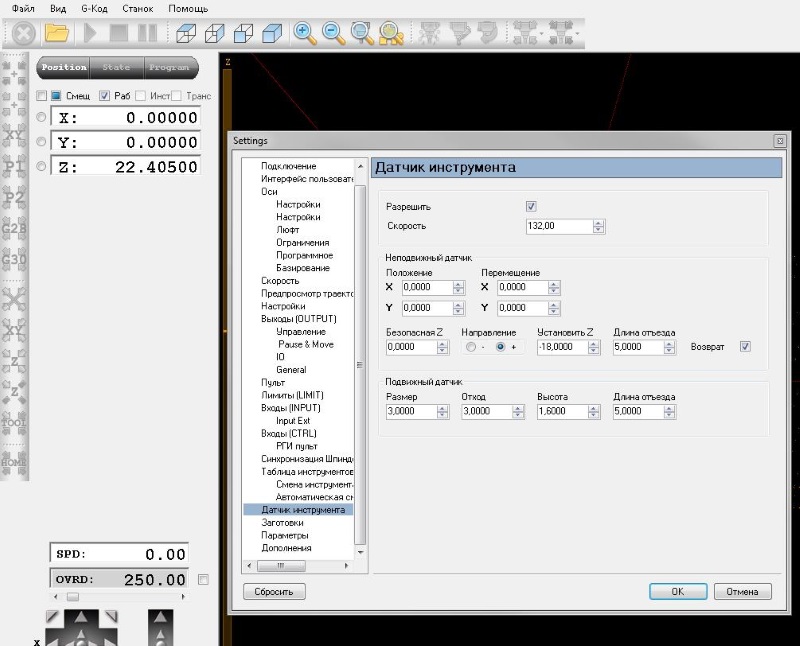
Рисунок 14
Нажать кнопку "Измерить смещение по Z", рисунок 15, кнопка примет оранжевый цвет, нажать кнопку "смещение - Текущее только Z"(она расположена выше, над кнопкой "Измерить смещение по Z"), снова нажать "Измерить смещение по Z". Станок опустит с заданной скоростью фрезу до касания датчика и автоматически поднимет инструмент вверх до заданной безопасной высоты.
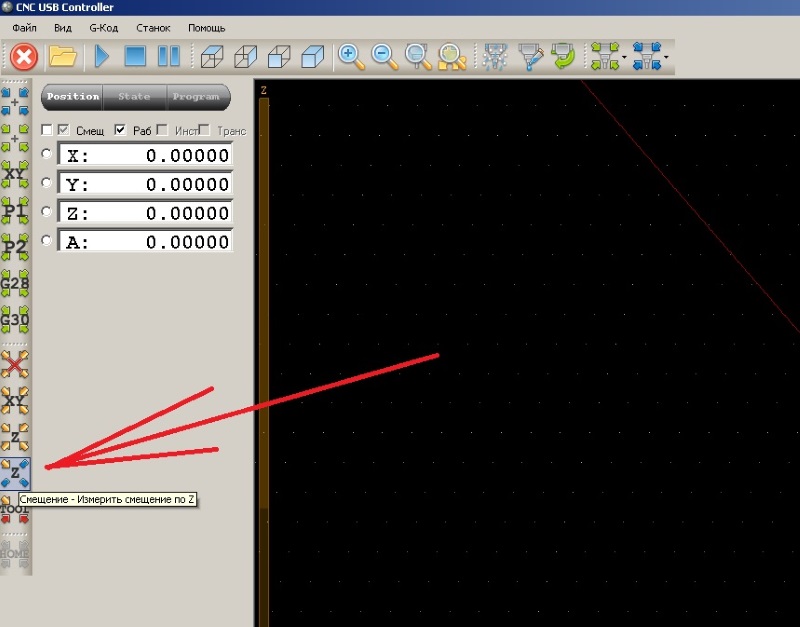
Рисунок 15
Статьи по подготовке файлов резки для фрезерного станка в программе ArtCam:
Создание УП в программе ArtCAM
Подготовка файла 3d резки из карты высот в ArtCam v10
Подготовка файла 3d резки в ArtCam