


Настройка замещения осей в постпроцессоре программы DeskProto.
По умолчанию программа Desk Proto рассчитывает выполнение УП по трем осям: «Х» «Z» «A». В данной системе координат ось «А» является поворотной, ось «Z» привязана к изменению положения режущего инструмента по высоте, относительно заготовки, ось «Х» - продольное перемещение относительно заготовки. Иногда возникают ситуации, когда требуется «подмена» осей при расчете УП. Например поворотная ось на станке установлена таким образом, при котором продольное перемещение производится вдоль оси «Y». Либо у вас имеется управляющий DSP пульт, работающий не более, чем по трем осям одновременно, но с возможностью переключения одной из осей линейного перемещения в режим поворотной оси. В этом случае, для упрощения подготовки УП (G-code) имеет смысл настроить замещение осей в программе Desk Proto. Для этого необходимо (Рисунок 1/Рисунок 2):
1) Запустить Desk Proto. Во вкладке «Параметры» выбрать «Библиотека постпроцессоров». Среди списка постпроцессоров выбрать «Mach2/Mach3 – mm». Нажать кнопку «Изменить».
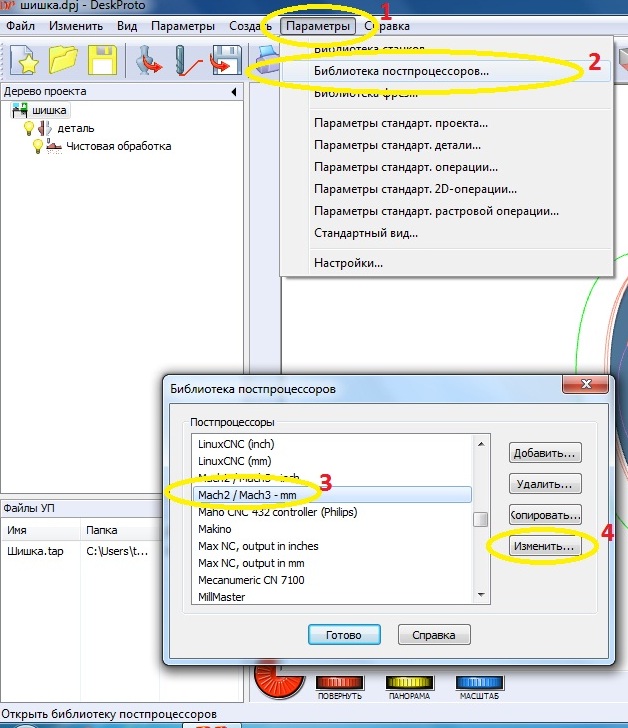
Рисунок 1
2) В открывшемся окне настройки постпроцессора (Рисунок 2) выбираем вкладку «Перемещение». В данной вкладке производится переназначение осей, направлений, масштабирование и др. Например на рисунке 2 производится замена продольного движения по оси «Х» на ось «У». Аналогичные замены можно произвести и по другим осям при необходимости
3) После сохранения настроек УП будет автоматически рассчитана с учетом всех изменений.
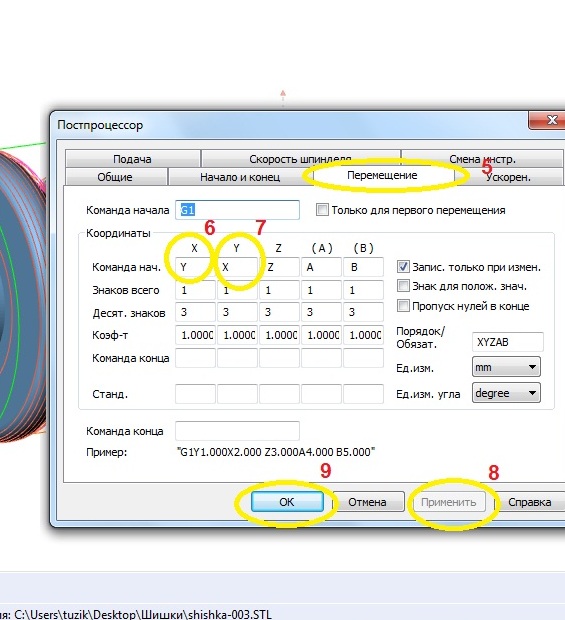
Рисунок 2
Видео резки сделанной модели кольца из модельного воска на станке cnc-2535al
Результат многосторонней обработки на 4х осевом фрезерном чпу CNC-3040AL2 с использованием поворотной оси




















Восковка резного кольца
Видео работы поворотной оси. Фрезеровка шахматного коня
Создание УП в программе ArtCAM
Четырёхосевая обработка на станке с поворотной осью