Страница 19 из 31
§ 22. ФРЕЗЕРОВАНИЕ ПЛОСКОСТИ ЦИЛИНДРИЧЕСКОЙ ФРЕЗОЙ
Обработка плоскостей цилиндрической фрезой является простейшей операцией, но она требует от фрезеровщика внимания и аккуратности.
 З). Точность обработки размера 57 мм показана ±0,3 мм, это означает, что толщина бруска может колебаться между 57,3 мм и 56,7 мм и иметь любой размер, лежащий в пределах этих двух крайних значений, например: 56,7; 56,8; 56,9; 57,0; 57,1; 57,2 и 57,3 мм.
З). Точность обработки размера 57 мм показана ±0,3 мм, это означает, что толщина бруска может колебаться между 57,3 мм и 56,7 мм и иметь любой размер, лежащий в пределах этих двух крайних значений, например: 56,7; 56,8; 56,9; 57,0; 57,1; 57,2 и 57,3 мм. Фрезерование будем производить в один черновой проход цилиндрической фрезой с крупными зубьями. Фрезу выбираем с винтовыми зубьями для более спокойной работы. Заготовку закрепляем в тисках.
Подготовка к работе
Установка и закрепление фрезы. Выбираем цилиндрическую фрезу с винтовыми зубьями диаметром 80 мм, шириной 80 мм, с отверстием диаметром 32 мм и числом зубьев 10. Материал фрезы — быстрорежущая сталь марки Р18.Цилиндрическая фреза выбрана по ГОСТ 3752—59. Если в кладовой имеются фрезы по старым ГОСТам, отличающиеся диаметром и шириной от рассмотренной в данном примере, следует подобрать фрезу с подходящими размерами, например диаметром 75 мм, шириной 75 мм и с числом зубьев 8.
Для установки и закрепления фрезы следует:
1. Поставить поворотом крестообразной рукоятки хобот станка в крайнее переднее положение, отвернув предварительно винты (рис. 85, а).

2. Снять серьгу, отвернув предварительно крепящий винт (рис. 85, б).
3. Протереть насухо конус фрезерной оправки и коническое гнездо шпинделя станка (рис. 86).
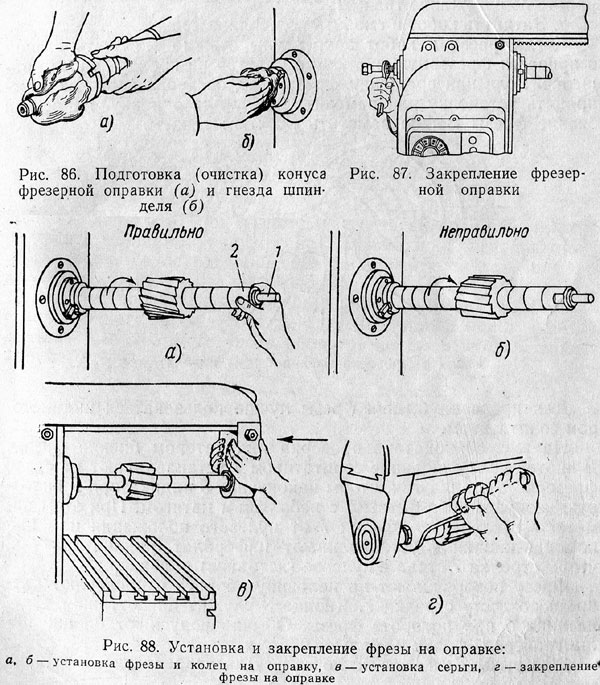
5. Снять с фрезерной оправки установочные кольца и надеть на оправку столько колец, чтобы после установки цилиндрической фрезы на оправке она оказалась как можно ближе к станине станка (насколько это позволяет установка обрабатываемой заготовки). При надевании фрезы на оправку нужно следить, чтобы направление резания фрезы совпадало с направлением вращения шпинделя (рис. 88, a).
Если направление резания цилиндрической фрезы не совпадает с направлением вращения шпинделя (рис. 88, б), следует снять фрезу и повернуть ее другим торцом.
Надев фрезу, надо также надеть на оправку остальные установочные кольца и завернуть гайку 2 (рис. 88, а). При навинчивании гайки на оправку нужно следить за тем, чтобы гайка не закрывала шейку оправки 1, которая должна входить в подшипник серьги.
6. Поворотом крестообразной рукоятки переместить хобот на расстояние, соответствующее длине фрезерной оправки, и установить серьгу так, чтобы конец (шейка) оправки вошел в подшипник серьги (рис. 88, в).
7. Закрепить фрезу на оправке, завернув гайку ключом (рис. 88, г), и закрепить серьгу. При этом зев ключа должен плотно садиться на грани гайки, чтобы он не мог сорваться при работе во избежание травмы.
8. Затянуть хобот и смазать подшипник серьги.
Когда фреза и хобот закреплены, можно включить станок и привести фрезерную оправку с надетой на нее фрезой во вращение. Если при вращении фреза бьет, остановить станок и исправить установку или заменить фрезу или оправку. Не всегда биение фрезы можно заметить простым глазом.
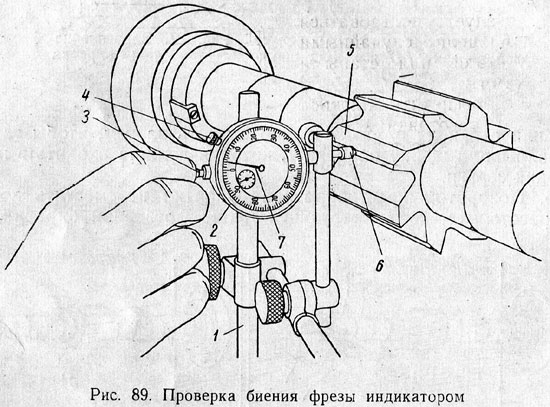
На рис. 89 показана проверка индикатором биения фрезы. Для этой цели основание со штативом 1 устанавливают на столе фрезерного станка так, чтобы наконечник 6 индикатора 2 вплотную коснулся зуба фрезы 5 с небольшим натягом. При этом замечают отклонение стрелки 7 от нулевого положения или при помощи кнопки 4 устанавливают циферблат индикатора так, чтобы стрелка 7 стала в нулевое (исходное) положение.
Фрезу поворачивают на половину оборота и проверяют биение по отсчету стрелки 7. Кнопка 3 служит для оттяжки наконечника 6 при повороте фрезы. Обычно допускают биение цилиндрической фрезы не больше 0,05 мм.
Закрепление заготовки. Для закрепления заготовки при обработке удобнее использовать машинные тиски, так как размеры заготовки небольшие и она легко умещается между губками тисков.
Установленная в тиски заготовка должна выступать из губок так, чтобы подлежащая обработке поверхность не была закрыта и фреза не могла задеть при обработке каленые губки тисков во избежание поломки (выкрашивания) зубьев. Поэтому в тех случаях, когда толщина заготовки меньше, чем высота губок тисков, заготовку устанавливают в тисках на подкладки (см. рис. 70) соответствующей толщины.
Не следует пользоваться для этой цели случайными кусками стали или старыми заготовками.
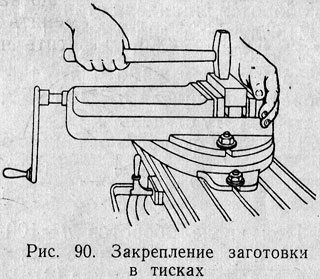
Чтобы обеспечить плотное прилегание заготовки к опорной плоскости, заготовку осаживают с помощью дуралюминового, латунного или медного молотка (рис. 90). Если заготовка имеет неровные грани (поковка, литье), то при ее установке в тиски надо стремиться приложить наиболее ровную грань заготовки к неподвижной губке тисков. Такое расположение заготовки в тисках способствует более прочному ее закреплению.
Настройка станка на режим фрезерования
Как уже известно, режим фрезерования состоит из следующих элементов: ширины фрезерования, глубины резания, подачи и скорости резания.Ширина фрезерования задана условиями обработки и составляет 60 мм. Ширину фрезы берут несколько больше ширины фрезеруемой поверхности. В данном случае ширина фрезы 80 мм.
Так как фрезерование будем производить за один проход, то глубина резания в нашем примере задана условиями обработки и равна 3 мм.
Подачу на зуб назначают в зависимости от требуемой чистоты фрезеруемой поверхности: чем выше класс чистоты, тем меньшую назначают подачу. Фрезеруемая плоскость бруска согласно рис. 84 должна иметь чистоту по 3-му классу. Для достижения такой чистоты задана подача sзуб =0,08 мм/зуб.
На скорость резания влияют следующие условия: качество материала обрабатываемой заготовки, режущие способности материала фрезы, ширина и глубина фрезерования, подача на зуб, наличие охлаждения, отсутствие вибрации станка. Для облегчения выбора скорости резания имеются специальные таблицы, в которых учитываются эти условия. Пусть задана по этим таблицам скорость резания υ = 27 м/мин. Надо определить число оборотов шпинделя станка.
По лучевой диаграмме (см. рис. 54) скорости резания υ = 27 м/мин при диаметре фрезы 80 мм соответствует число оборотов между n6=100 и n7=125. Выбираем меньшую ступень оборотов шпинделя п6= 100 об/мин и настраиваем коробку скоростей на эту ступень. Здесь и в дальнейших примерах принято, что работа ведется или на горизонтально-фрезерном станке 6М82Г, или на универсально-фрезерном станке 6М82. В случае работы на станке другой модели числа оборотов шпинделя и подачи стола могут не совпадать с указанными в примерах.
При этом скорость резания по формуле (1)


Таким образом, фрезерование будем производить цилиндрической фрезой 80X80X32 мм с винтовыми зубьями (материал фрезы — быстрорежущая сталь Р18) при глубине резания 3 мм, ширине фрезерования 60 мм, продольной подаче 80 мм/мин, или 0,08 мм/зуб, и скорости резания 25,1 м/мин. Фрезеровать надо с охлаждением.
На производстве режимы резания для фрезерования заданной заготовки обычно дают фрезеровщику в виде операционной карты, и в его задачу входит настройка станка на заданный режим. Однако квалифицированный фрезеровщик должен уметь самостоятельно выбирать режимы резания по соответствующим таблицам, исходя из условий обработки.
Приёмы фрезерования плоскости бруска
После закрепления заготовки, закрепления фрезы и настройки станка на режим резания можно приступить к фрезерованию плоскости бруска.Включаем электродвигатель станка в сеть. Затем, включив нажатием кнопки «пуск» станок, осторожно подводим вручную стол вместе с закрепленной заготовкой под фрезу до момента легкого касания. Затем ручным перемещением стола в продольном направлении выводим заготовку из-под фрезы, после чего вращением рукоятки вертикальной подачи поднимаем стол на нужную глубину резания, т. е. на 3 мм. Подъем стола следует производить по лимбу, т. е. по кольцу с делениями, которое насажено на конец вала ручкой вертикальной подачи.
Отсчет по лимбу можно вести от любого деления, но для удобства отсчета лучше в момент, когда фреза коснется поверхности заготовки, поставить лимбовое кольцо в нулевое положение, т. е. до совпадения нуля на лимбе с визирной риской. В этом случае отсчет делений будет вестись от нуля, что значительно упрощает отсчет.
Деления лимба неодинаковы на всех станках, поэтому необходимо заранее определить цену деления лимба (ценой деления лимба называется величина, на которую переместится стол станка, если рукоятку винта подачи стола повернуть на одно деление лимба).
Лимбы вертикального подъема стола станка 6М82Г и соответственно станков 6М82 и 6М12П имеют 40 делений, и при полном обороте винта ручного подъема стол поднимается на 2 мм. Следовательно, поворот на одно деление лимба соответствует подъему стола на 2:40 = 0,05 мм и цена одного деления лимба станка равна 0,05 мм.
Чтобы поднять стол на 3 мм, нужно повернуть лимб на 3:0,05 = 60 делений лимба. Иначе говоря, если отсчет вести от нуля, нужно повернуть рукоятку ручного подъема стола на один полный оборот и еще на 20 делений лимба, т. е. до совпадения 20-го деления лимба с визирной риской.
При вращении рукоятки вертикальной подачи нужно учитывать «мертвый ход» винта. Мертвый ход (зазоры в соединении) образуется в результате износа ходового винта и гайки. Если вращать рукоятку винта подачи в одном направлении, а затем изменить направление вращения (вращать винт в противоположную сторону), то винт провернется на какую-то часть оборота вхолостую, т. е. стол перемещаться не будет.
Следовательно, если при установке стола на глубину резания по лимбу рукоятка по ошибке была повернута несколько больше, чем нужно, и установлена глубина несколько большая, чем требуется, то поворот рукоятки (маховичка) в обратном направлении на число делений, на которое произошла ошибка, может не исправить положения стола и размер детали после фрезерования получится меньшим, чем требуется. Поэтому нужио стараться возможно осторожнее подводить лимб до нужного деления.
Если же лимб случайно все-таки повернули на большее число делений, например не до 20-го деления, как это задано, а до 25-го (рис. 91, а), то для исправления ошибки нельзя подавать рукоятку в обратном направлении до совпадения с риской (рис. 91, б), а нужно обязательно повернуть маховичок с лимбом в обратном направлении почти на полный оборот и затем. осторожно подводить лимб заново до нужного деления (рис. 91, в).

Установку на глубину резания можно выполнять еще другими способами: по разметке, по габариту и по образцовой детали.
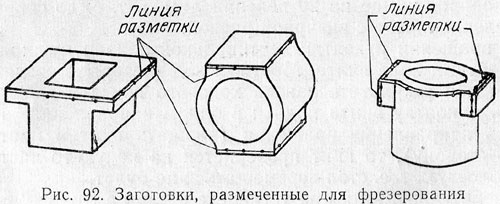
Для установки на глубину резания по разметкезаготовку необходимо предварительно разметить, т. е. провести на ней линии, по которым должна проходить плоскость фрезерования. Для более четкого выделения линий разметки заготовку предварительно окрашивают меловым раствором и на прочерченные чертилкой рейсмаса линии наносят углубления в виде острых точек при помощи кернера и молотка (накерниваюг). На рис. 92 показаны размеченные заготовки для фрезерования плоскостей.
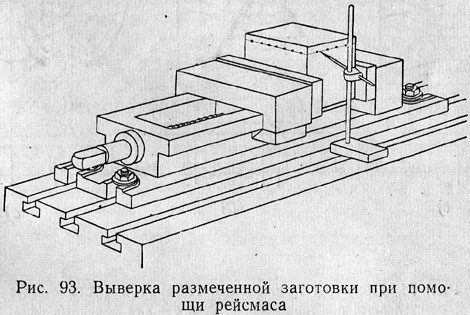
Размеченную заготовку устанавливают в тиски так, чтобы линия разметки выступала над губками тисков по возможности одинаково с обеих сторон. Окончательную установку заготовки по разметке производят при помощи рейсмаса, проводя его чертилкой вдоль линии разметки и выравнивая ее ударами молотка.
Рис. 93 дает представление о выверке горизонтальности линии разметки рейсмасом.
Для точной установки фрезы на глубину, а иногда на ширину относительно заготовки применяют габариты, называемые часто установами. На рис. 94 показаны некоторые случаи применения габаритов в приспособлениях. Как видно из приведенных примеров, габарит 1 представляет собой стальную закаленную пластинку или угольник, который жестко закреплен на корпусе приспособления. Чтобы не затупить фрезу 3 прикосновением непосредственно к габариту и обеспечить при этом точную ее установку, между поверхностью габарита и лезвием фрезы прокладывают щуп 2. Толщина плоского щупа — 3 или 5 мм; диаметр круглого щупа—3 или 5 мм. Точность обработки при установке фрезы по габариту достигает 3-го класса.
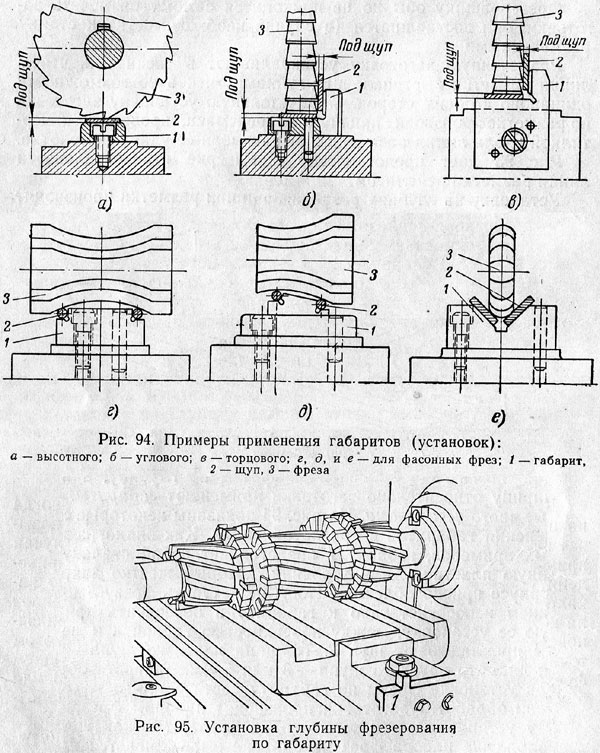
Если заготовку обрабатывают несколькими фрезами, закрепленными на разных шпинделях (на многошпиндельных станках), то для установки каждой фрезы необходимо иметь свою установочную плоскость на общем габарите.
Если производят обработку одной и той же поверхности в два перехода (черновой и чистовой), для установки фрезы от одного и того же габарита применяют щупы разной толщины.
Установка на глубину фрезерования по образцовой детали подобна установке по габариту.
После установки на глубину резания закрепляют зажимные болты консоли и салазок, или, как говорят, стопорят консоль и салазки, вращением винта продольной подачи подводят стол с заготовкой по направлению к вращающейся фрезе и, не доведя фрезу на 5—6 мм до края заготовки, включают механическую продольную подачу и охлаждение.
По окончании прохода надо выключить продольную подачу стола, охлаждение, вращение шпинделя, несколько опустить и отвести стол вручную в исходное положение, запилить кромки напильником и измерить штангенциркулем толщину бруска по размеру 57±0,3 мм.
Автоматизация выключения подачи
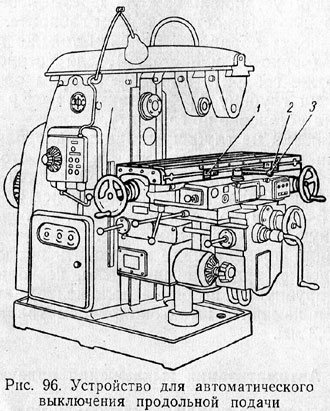
Для своевременного выключения подачи по окончании рабочего хода фрезерные станки имеют соответствующее устройство, позволяющее автоматически, т. е. без непосредственного участия фрезеровщика, останавливать перемещение стола.На рис. 96 показано устройство для автоматического выключения продольной подачи горизонтально-фрезерного станка 6М82Г. Упорные кулачки 1 и 2 устанавливают и закрепляют в боковом продольном пазе стола в положения, соответствующие началу и окончанию рабочего хода при фрезеровании. После включения вправо рычагом 3 механической подачи стол получает перемещение и движется с закрепленной заготовкой слева направо до тех пор, пока кулачок 1 не упрется в выступ на рычаге 3и не поставит его в среднее положение, выключив тем самым механическую подачу.
Подобные устройства имеются в фрезерных станках для автоматического выключения поперечной и вертикальной подач (см. рис. 26 и 27).
Если по условиям работы не требуется автоматическое выключение подачи стола, то кулачки устанавливают и закрепляют в крайних рабочих положениях стола, чтобы в случае небрежности или рассеянности фрезеровщика не произошло поломки механизма подачи.
Возможный брак при фрезеровании плоскостей
К возможным случаям брака, кроме несоблюдения размера по чертежу, относится несоответствие качества обработки чистоте поверхности, например 3, предписанной чертежом. Одной из причин этого может быть затупление или биение фрезы, что вызывает волнистую поверхность обработки. Другой причиной может оказаться слишком большая подача на один зуб фрезы; достаточно увеличить число оборотов или уменьшить минутную подачу, чтобы устранить этот недостаток.
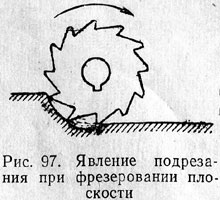
Чаще этот брак происходит от явления, которое называют подрезанием. Иногда приходится останавливать подачу, когда проход еще не закончен. Как бы аккуратно ни была заточена фреза, она всегда несколько бьет во время работы. Кроме того, оправка во время работы несколько пружинит вследствие усилия резания. Поэтому, если остановить подачу в то время, когда фреза еще продолжает вращаться, она врежется в металл несколько глубже в том месте, которое окажется под фрезой в момент выключения подачи (рис. 97).