Страница 26 из 31
§ 29. ФРЕЗЕРОВАНИЕ ШПОНОЧНЫХ КАНАВОК В ВАЛАХ
Общие понятия
Шпоночная канавка бывает
открытой, или сквозной, когда она проходит вдоль всего вала,
закрытой, или замкнутой, когда она выфрезерована на части вала и не выходит ни к одному из его торцов, и
полузакрытой, или полузамкнутой, когда она выфрезерована на одном конце вала и выходит к торцу. Открытые шпоночные канавки фрезеруют дисковыми фрезами на горизонтально-фрезерных станках; закрытые и полузакрытые шпоночные канавки фрезеруют специальными концевыми (шпоночными) фрезами на горизонтально- и вертикально-фрезерных станках или на специальных шпоночных станках.
Фрезерование открытой шпоночной канавки
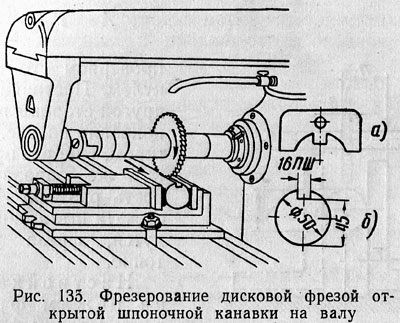
На рис 135 показана установка заготовки и фрезы для фрезерования открытой шпоночной канавки с закреплением вала в параллельных машинных тисках. Материал вала—конструкционная сталь σ
b = 75
кГ/мм2; диаметр вала 50
мм, ширина шпоночной канавки 16
мм. Размеры вала и шпоночной канавки указаны на рис. 135, б.
 Выбор фрезы
Выбор фрезы. Выберем для этой фрезерной операции дисковую пазовую фрезу (см. рис. 123, а) из быстрорежущей стали Р18 диаметром 100
мм, шириной
 мм
мм, т. е. с Допуском на ширину шпоночной канавки по посадке ПШ; число зубьев фрезы z = 20; диаметр посадочного отверстия 32
мм. Фрезерную оправку устанавливаем так, как было изложено ранее. При установке и закреплении фрезы проследить, чтобы фреза имела допускаемое торцовое биение не более 0,05
мм.
Закрепление заготовки. Для закрепления применим машинные тиски. Для предохранения вала от смятия на губки тисков необходимо надеть медный или латунные накладки. Заложить в тиски обрабатываемый вал надо с таким расчетом, чтобы конец его выступал за тиски, или, как говорят, был «свешен» над столом станка (это необходимо для точной его выверки). При правильно установленных тисках точность установки закрепленного в них вала можно не проверять. В таких случаях обычно важнее бывает проверить правильность установки фрезы относительно заготовки. Основным условием для получения качественной шпоночной канавки является параллельность ее оси вала. Для получения этого необходимо, чтобы фреза проходила точно по осевой линии вала. Один из наиболее простых приемов заключается в следующем. После закрепления фрезы и проверки, ее индикатором на биение подводят вал под фрезу и устанавливают ее грубо по центру над свешивающимся концом вала. Дальнейшую точную установку производят при помощи угольника и штангенциркуля. На рис. 136, а сплошной линией показано, как измеряется расстояние
А, которое равно ширине
Т полки угольника плюс половина диаметра вала
d/2 и плюс половина ширины фрезы
В/2. Подсчитав размер
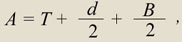
проверяем его штангенциркулем. Поставив угольник с другой стороны вала, как это показано на рис. 136, а пунктиром, еще раз проверяем таким же образом правильность размера
А. Если оба отсчета штангенциркуля сойдутся, фреза установлена точно.
 Настройка станка на режим фрезерования
Настройка станка на режим фрезерования Подачу фрезы примем 0,03
мм/зуб при скорости резания υ = 50
м/мин. По лучевой диаграмме (см. рис. 54) этой скорости резания при диаметре фрезы
D = 100
мм соответствует 160
об/мин. Определим по формуле (4) минутную подачу:

Поставим лимб коробки скоростей на 160
об/мин и лимб коробки подач на 100
мм/мин. Таким образом, фрезерование открытой шпоночной канавки будем вести дисковой пазовой фрезой 100X16X32 мм (материал фрезы — быстрорежущая сталь Р18) при глубине резания 5
мм, ширине фрезерования 16
мм, продольной подаче 100
мм/мин, или 0,03
мм/зуб, и скорости резания 50
м/мин; применяем охлаждение — эмульсию.
Установка на глубину резания. В предыдущих случаях мы устанавливали фрезу на глубину резания от момента касания фрезой поверхности заготовки. При фрезеровании канавок на круглых деталях касание фрезой поверхности заготовки происходит по линии, поэтому надо точно уловить начальный момент этого касания. Установив момент касания (исходное положение), ставим лимб вертикальной подачи стола на нуль. Отводим продольной подачей стола вал из-под фрезы, выключаем станок и вращением рукоятки вертикальной подачи поднимаем стол на 5
мм, т. е. на глубину фрезерования шпоночной канавки. Закрепляем вертикальные салазки стола.
Фрезерование канавки. При подводе фрезы к валу вручную надо остерегаться поломки зуба фрезы, поэтому нужно медленно подводить фрезу. По окончании прохода отводят вручную стол станка, выключают вращение шпинделя и проверяют шпоночную канавку, сняв предварительно напильником заусенцы. Размеры открытой шпоночной канавки можно измерить штангенциркулем: ширина канавки измеряется по размеру 16
мм, а глубина-—по размеру 45
мм(см. рис. 135, б). Однако лучше проверять шпоночную канавку при помощи специального шаблона (см. рис. 135, а), имеющего очертание выемки шпоночной канавки и части окружности вала по обе стороны канавки. Применение такого шаблона позволяет проверять, кроме размеров, также положение самой канавки относительно центровой линии вала. Вместо дисковой фрезы с остроконечными зубьями для данного случая можно применить дисковую фрезу с затылованными зубьями (см. рис. 123, б). Для фрезерования шпоночных канавок можно применять также трехсторонние дисковые фрезы, но при этом следует иметь в виду, что дисковая трехсторонняя фреза при каждой переточке несколько теряет размер по ширине. Поэтому необходимо до установки фрезы проверить ширину режущей кромки зуба микрометром, чтобы убедиться в пригодности фрезы для данной обработки.
Фрезерование закрытой шпоночной канавки
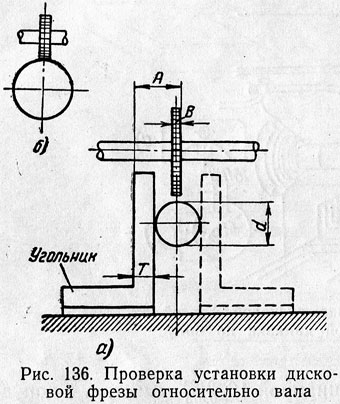
Фрезерование закрытых шпоночных канавок можно производить на горизонтально-фрезерных, на вертикально-фрезерных и на специальных шпоночно-фрезерных станках. На рис. 137, а показана установка для фрезерования закрытой канавки на горизонтально-фрезерном станке, а на рис. 137, б — на вертикально-фрезерном станке. Материал вала — конструкционная сталь, σ
b = 75
кГ/мм2. Размеры вала и канавки показаны на рис. 137.
Выбор фрезы. Шпоночные фрезы изготовляют по ГОСТ 9140-59; они обычно имеют два зуба. Фрезы диаметром от 2 до 20
мм выполняют с цилиндрическим хвостовиком, а диаметром от 16 до 40
мм — с коническим. Материал для изготовления фрез - быстрорежущая сталь Р18. Шпоночные фрезы диаметром свыше 10
мм изготовляют с приварным хвостовиком из стали марки 45 или 50. Выберем для фрезерования шпоночную фрезу диаметром
 мм
мм соответственно ширине шпоночной канавки с допуском по посадке ПШ, с цилиндрическим хвостовиком. Так как шпоночные фрезы, подобно концевым, после переточки теряют размер при получении фрезы из инструментальной кладовой рекомендуется проверить микрометром диаметр режущей части. После закрепления фрезы в патроне следует проверить радиальное биение фрезы по индикатору, чтобы размер шпоночной канавки не вышел из допуска.
Подготовка к работе. Для закрепления вала пользуются специальными тисками (см. рис. 66). В этих тисках можно производить закрепление заготовки для фрезерования как вертикальным, так и горизонтальным шпинделем, как показано на рис. 137. Так как установка для фрезерования по рис. 137, б отличается от установки по рис. 137, а лишь расположением шпинделя, разберем только порядок фрезерования шпоночной канавки на горизонтально-фрезерном станке. Установив и закрепив вал в тиски для горизонтального фрезерования и выверив его по разметке рейсмасом, приступаем к установке фрезы. Фрезу устанавливают точно по центру вала (что необходимо для получения правильной шпоночной канавки), как показано на рис. 137, а и б, справа, в верхнем углу. Расстояние
А, на которое надо поднять стол станка, после того как фреза коснется вала, определяют по формуле:
где
d — диаметр вала в
мм;
D — диаметр фрезы в
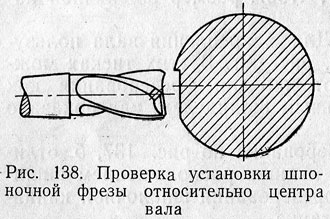
мм. Для установки вала с размеченной шпоночной канавкой можно применять следующий способ. Включаем станок и постепенно подводим вал к фрезе, поочередно вращая рукоятки вертикальной, продольной и поперечной подач до тех пор, пока фреза не коснется вала в размеченном месте и не начнет снимать тонкую полоску металла. Увеличивая стружку, надо уловить момент, когда торец фрезы станет срезать металл на ширину всего ее диаметра. При этом можно заметить, если фреза не точно установлена, в какую сторону от фрезы снесен центр обрабатываемого вала. На рис. 138 заведомо преувеличенно показан случай смещения центров фрезы и вала. В данном случае центр обрабатываемого вала находится выше центра фрезы, поэтому снизу срезана плоскость до образующей вала, а вверху остался навес. Изменяя по высоте положение стола, регулируют взаиморасположение фрезы и вала; этим методом можно получить точность установки до 0,1
мм, а при некоторой опытности — до 0,06
мм.
 Настройка станка на режим фрезерования
Настройка станка на режим фрезерования. Так как шпоночные фрезы обычно небольшого диаметра, то для получения рациональной скорости резания нужно располагать станком с большим числом оборотов. Так как станок 6М12П имеет максимальное число оборотов
n = 1600
об/мин, то на нем можно работать фрезами малого диаметра. Скорость резания задана 25,2
м/мин, что соответствует 800
об/мин; подача задана 0,03
мм/зуб, что соответствует минутной подаче 0,03 Х 2 X 800 = 48
мм/мин. Ставим лимб коробки скоростей на 800
об/мин и лимб коробки подач на 50
мм/мин.
Фрезерование канавки. Замкнутые шпоночные канавки фрезеруются подобно замкнутым пазам в планке (см. рис. 131) двумя способами: а) небольшим врезанием вручную на глубину 4—5
мм с продольной механической подачей вперед и назад с врезанием вновь на глубину после каждого хода; б) врезанием вручную сразу на полную глубину канавки с малой продольной механической подачей по длине канавки. Последний способ применяют для более жестких фрез диаметром от 10
мм и выше. Для данной обработки применим второй способ. Не доходя примерно 1
мм до конца по разметке, следует выключить механическую подачу и дофрезеровать конец шпоночной канавки при ручной подаче, так как при неточном выключении механической подачи длина канавки может оказаться большей, чем нужно по чертежу, что может привести к браку. По окончании прохода необходимо измерить шпоночную канавку. Ширину канавки следует измерять калибром-пробкой. При измерении глубины шпоночной канавки штангенциркулем следует иметь в виду, что размер от краев шпоночной канавки до ее дна будет всегда меньше, чем глубина, на которую был перемещен стол при установлении глубины резания. Глубина шпоночной канавки при измерении от краев определяется по специальной формуле или по справочнику. Для нашего примера она равна 2,6
мм (вместо 4
ммпо чертежу). Лучше измерять шпоночную канавку шаблоном (см. рис. 135, а).
Методы автоматизации фрезерования пазов
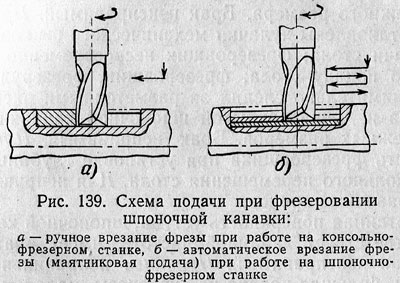
В целях автоматизации фрезерования пазов и канавок применяют шпоночно-фрезерные станки, имеющие так называемую
маятниковую подачу, которая заключается в том, что подачи для врезания фрезы на глубину после каждого хода, а также прямая и обратная продольные подачи стола автоматизируются, т. е. происходят без участия фрезеровщика, будучи установлены предварительно. По достижении заданной глубины фрезерования вертикальная подача выключается и стол делает еще 2— 4 продольных хода, чтобы получить чистую поверхность паза. Благодаря автоматизации процесса один фрезеровщик в состоянии обслужить одновременно несколько станков. На рис. 139 дана схема фрезерования шпоночной канавки на консольно-фрезерном и шпоночно-фрезерном станках.
Как указывалось ранее, потеря номинального размера концевой фрезой вследствие переточки может быть компенсирована применением патрона с регулируемым эксцентрицитетам. Современные шпоночно-фрезерные станки снабжены патроном, позволяющим получать шпоночные канавки с весьма узкими допусками при работе с фрезой, потерявшей свой первоначальный размер.
Брак при фрезеровании уступов, пазов и канавок
При фрезеровании уступов, шпоночных канавок, прямоугольных пазов возможны следующие виды брака; 1. Несовпадение оси шпоночной канавки с осью вала (непараллельность или несимметричность). Брак неисправимый.
Причины: неправильная установка по центру вала дисковой или шпоночной фрезы. 2. Ширина канавки или паза больше чертежного размера. Брак неисправимый.
Причины: биение торцов дисковой фрезы или радиальное биение шпоночной концевой фрезы. 3. Ширина канавки или паза меньше чертежного размера. Брак исправимый.
Причины: при переточке фрезы она потеряла размер по ширине (для дисковой фрезы) или по диаметру (для концевой и шпоночной фрез), а фрезеровщик не проверил ее размеры. Для исправления брака нужен добавочный проход. 4. Глубина уступа, канавки или паза больше чертежного размера. Брак неисправимый.
Причины: при перемещении стола станка фрезеровщик неправильно произвел отсчет по шкале лимба подачи стола. 5. Длина закрытой шпоночной канавки или закрытого паза больше чертежного размера. Брак неисправимый.
Причины неправильно установлены кулачки механического выключения продольной подачи стола; фрезеровщик несвоевременно выключил-механическую подачу стола; фрезеровщик, фрезеруя с ручной подачей, невнимательно следил за разметочными рисками. 6. Глубина и длина закрытой шпоночной канавки или паза меньше чертежных размеров. Брак исправимый.
Причины: невнимательность фрезеровщика при установке глубины фрезерования и продольного перемещения стола. Для исправления брака нужен добавочный проход. 7. Обработанная поверхность уступа, шпоночной канавки или паза не соответствует заданной чистоте, имеет рваные края, вмятины. Брак неисправимый.
Причины: неправильный режим фрезерования, большая подача на зуб фрезы, малая скорость резания, большая скорость резания при отсутствии охлаждающей жидкости. 8. Вмятины и забоины на поверхности детали (бруска, призмы, вала). Брак неисправимый, если детали не подлежат последующему шлифованию.
Причины: отсутствие мягких накладок на губках тисков при зажиме заготовки; следы ударов при креплении заготовки (применяли стальной молоток вместо латунного).


