Страница 25 из 31
Глава VIII
ФРЕЗЕРОВАНИЕ УСТУПОВ, ПРЯМОУГОЛЬНЫХ ПАЗОВ И КАНАВОК. ОТРЕЗНЫЕ РАБОТЫ
§ 28. ФРЕЗЕРОВАНИЕ УСТУПОВ И ПАЗОВ
В машиностроении часто встречаются плоские детали, имеющие
уступыс одной, двух, трех и даже четырех сторон. В качестве примера на рис. 122, а показана призма для установки цилиндрических деталей при фрезеровании, имеющая два уступа.
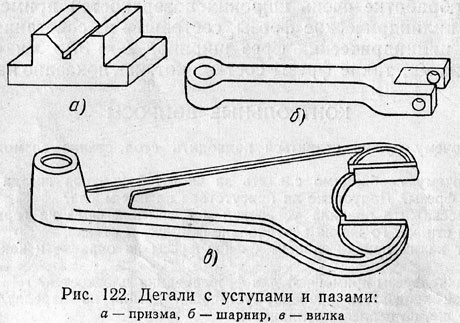
Уступ, замкнутый с обоих боков, называют
пазом. Пазы могут быть
прямоугольные и
фасонные. На рис. 122, б показана деталь с прямоугольным пазом, а на рис. 122, в — вилка с фасонным пазом.
Фрезы для обработки уступов и пазов
Фрезерование уступов и прямоугольных пазов производят либо дисковыми фрезами на горизонтально-фрезерных станках, либо концевыми фрезами на вертикально-фрезерных станках. Неширокие цилиндрические фрезы называют
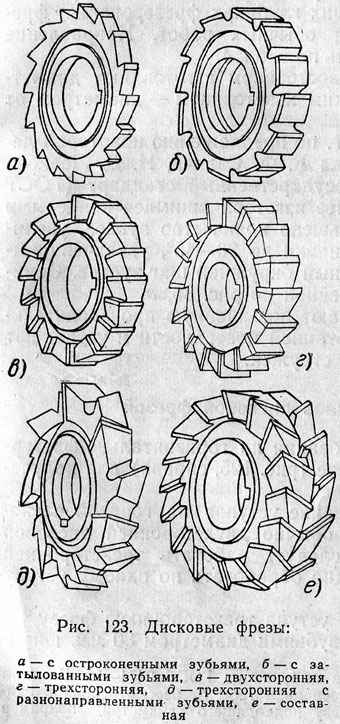
дисковыми. Дисковые фрезы можно изготовлять с остроконечными и затылованньгми зубьями (рис. 123, а и б).
 Дисковые фрезы
Дисковые фрезы, имеющие зубья на цилиндрической и на одной торцовой поверхностях, называют
двухсторонними (рис. 123, в), а дисковые фрезы, имеющие зубья также и на обеих торцовых поверхностях, называют
трехсторонними (рис. 123, г). Двухсторонние и трехсторонние дисковые фрезы изготовляют с остроконечными зубьями. Для повышения производительности трехсторонние дисковые фрезы изготовляют с крупными
разнонаправленными зубьями. На рис. 123, д показана такая фреза, у которой зубья, попеременно разнонаправленное, образуют торцовые режущие кромки через зуб. Такая форма зубьев, подобно разведенным зубьям циркульных и продольных пил по дереву, позволяет снимать большее количество стружки и лучше ее отводить.
Концевые фрезы изготовляют двух типов: с
цилиндрическим (рис. 124, а и б) и с
коническим(рис. 124, в и г) хвостовиком. Каждый из этих типов изготовляется в двух исполнениях: с нормальным (рис. 124, а и в) и с крупным (рис. 124, б и г) зубом. Режущая часть концевых фрез изготовляется из быстрорежущей стали и приваривается к хвостовику, выполняемому из углеродистой стали.
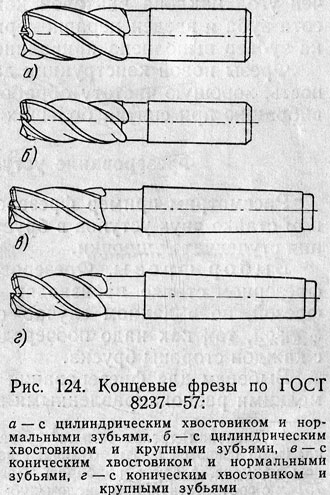
концевые фрезы с крупным зубом применяются для работ с большими подачами при больших глубинах фрезерования; фрезы с нормальным зубом — для обычных работ. Направление винтовых канавок надо выбирать по табл. 4. Фрезы с цилиндрическим хвостовиком изготовляют диаметром от 3 до 20
мм, с коническим хвостовиком — диаметром от 16 до 50
мм. На концевые фрезы в 1957 г. по предложению новаторов ленинградского Кировского завода Е. Ф. Савича, И. Д. Леонова и В. Я. Карасева выпущен государственный стандарт (ГОСТ 8237—57). По сравнению с ранее изготовлявшимися концевыми фрезами в новых фрезах уменьшено количество зубьев, увеличен угол наклона винтовой канавки до 30 — 45°, увеличена высота зуба и введен неравномерный окружной шаг зубьев. Спинка зубьев выполнена криволинейной по рис. 36, в. Фрезы новой конструкции дают повышенную производительность, хорошую чистоту обработанной поверхности и устраняют вибрацию при снятии больших стружек.
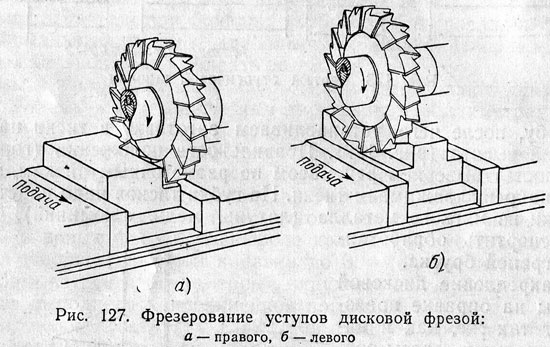
Фрезерование уступов дисковой фрезой
Рассмотрим пример фрезерования на горизонтально-фрезерном станке двух уступов в бруске (рис. 125, справа) для получения ступенчатой шпонки.
 Выбор фрезы
Выбор фрезы. Фрезерование уступов на горизонтально-фрезерном станке производят обычно двухсторонней дисковой фрезой, но в данном случае следует работать трехсторонней фрезой, так как надо поочередно обработать по одному уступу с каждой стороны бруска. Выберем для фрезерования уступа трехстороннюю фрезу с мелкими разнонаправленными зубьями диаметром 80
мм, шириной 10
мм, с диаметром отверстия под оправку 27
мм, с числом зубьев 18. Дисковая трехсторонняя фреза выбрана по ГОСТ 9474—60. Если в кладовой имеются фрезы, отличающиеся диаметром от рассмотренной в данном примере, следует подобрать фрезу подходящего диаметра, например 75
мм с соответствующим числом зубьев. Обработку будем вести на горизонтально-фрезерном станке с закреплением заготовки в машинных тисках.
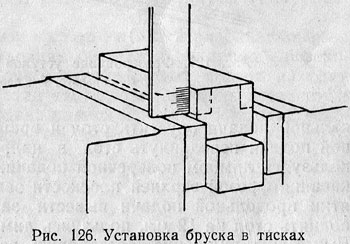
Подготовка к работе. Установку, выверку и закрепление тисков на столе станка производим по известному нам способу, после чего устанавливаем заготовку в тиски на требуемой высоте (рис. 126). Правильность положения (горизонтальность) выверяем рейсмасом по разметочным рискам, после чего накрепко зажимаем тиски. На губки тисков надо надеть накладки из мягкого металла (латунь, медь, алюминий), чтобы не испортить обработанных граней бруска.
>Закрепление дисковой фрезы на оправке производят так же, как и цилиндрической фрезы, соблюдая чистоту оправки, фрезы и колец.
Настройка станка на режим фрезерования. По заданному режиму резания настраиваем станок. Дано: диаметр фрезы
D = 80
мм, ширина фрезерования
В = 5
мм, глубина резания
t = 12
мм, чистота поверхности

5, подача s
зуб = 0,05
мм/зуб, скорость резания υ = 25
м/мин. По лучевой диаграмме (см. рис. 54) скорости резания υ = 25
м/мин и
D = 80
мм соответствует n
6 = 100
об/мин. При этом минутная подача составит:

Поставим лимб коробки скоростей на 100 об/мин, а лимб коробки подач на 80
мм/мин. Таким образом, фрезерование уступа будем производить трехсторонней дисковой фрезой 80X110X27
мм с разнонаправленными зубьями (материал фрезы — быстрорежущая сталь Р18) при глубине резания 12
мм, ширине фрезерования 5
мм, продольной подаче 80
мм/мин, или 0,05
мм/зуб, и скорости резания 25
м/мин; применяем охлаждение — эмульсию.
Фрезерование уступов. Фрезерование каждого уступа состоит из следующих основных приемов: 1. Включить кнопкой вращение шпинделя. 2. Вращением рукояток продольной, поперечной и вертикальной подач подвести заготовку под фрезу до легкого касания боковой поверхностью. Затем вращением рукоятки вертикальной подачи опустить стол и вращением рукоятки поперечной подачи передвинуть стол в направлении фрезы на 5
мм, пользуясь лимбом поперечной подачи. Поднять стол до легкого касания фрезой верхней плоскости заготовки. Вращением рукоятки продольной подачи вывести заготовку из-под фрезы и поднять стол на 12
мм, пользуясь лимбом вертикальной подачи. Выключить вращение. Застопорить вертикальные и поперечные салазки. 3. Установить кулачки механического выключения продольной подачи стола на длину фрезерования. Включить вращение, включить охлаждение, вручную подавать заготовку вращением рукоятки продольной подачи стола по направлению к вращающейся фрезе, включить механическую продольную подачу. После обработки первого уступа (рис. 127, а) передвинуть стол на расстояние, равное ширине выступа (17
мм), плюс ширина фрезы (10
мм), т. е. на 27
мм, и профрезеровать с другой стороны, соблюдая все изложенные приемы работы (рис. 127,6).
4. По окончании обработки детали, не вынимая ее из тисков, промерить штангенциркулем глубину и ширину уступа с каждой стороны по размерам чертежа с допуском ±0,2
мм. Если размеры детали соответствуют чертежу и поверхность обработки получилась чистой, как требует знак
5 на чертеже, вынимаем деталь из тисков и передаем мастеру на проверку.
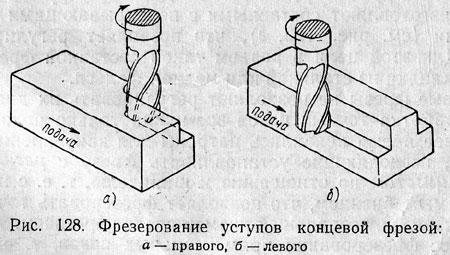
Фрезерование уступов концевой фрезой
Фрезерование уступов можно выполнять на вертикально-фрезерном станке, применяя для этой цели концевую фрезу по ГОСТ 8237—57 (см. рис. 124). Выберем для обработки вертикально-фрезерный станок 6М12П. Рассмотрим пример фрезерования концевой фрезой двух уступов в бруске (рис. 125) для получения ступенчатой шпонки.
Выбор фрезы. Выберем концевую фрезу диаметром 16
мм с цилиндрическим хвостовиком и с нормальными зубьями. Такая фреза имеет пять зубьев. Чтобы стружка при обработке транспортировалась вверх, направление винтовых канавок должно быть правым при правом вращении шпинделя.
Подготовка к работе. Заготовка закрепляется в тисках так же, как было изложено при обработке дисковой фрезой. Закрепляем концевую фрезу в патроне (см. рис. 48), протерев тщателыно хвостовик фрезы, разжимную втулку и гайку патрона.
Настройка на режим резания. При одинаковых с предыдущим примером условиях обработки (ширина фрезерования, глубина резания и чистота обработки) подача на один зуб фрезы задана 0,03
мм, так как условия резания здесь труднее. Скорость резания υ задана равной 25
м/мин. При этих условиях число оборотов шпинделя по формуле (2а):

а минутная подача по формуле (4):

Ставим лимб коробки скоростей на 500
об/мин и лимб коробки подач на 80
мм/мин. Таким образом, фрезерование уступа концевой фрезой будет производиться с такой же скоростью резания и минутной подачей, как фрезерование дисковой фрезой.
Фрезерование уступов. Фрезерование каждого уступа выполняется так, как изложено было при обработке дисковой фрезой. На рис. 128 показано фрезерование уступов.
Фрезерование сквозных прямоугольных пазов
При фрезеровании сквозных прямоугольных пазов применяют трехсторонние дисковые фрезы (рис. 123, д) или концевые фрезы (рис. 124). При фрезеровании прямоугольных пазов ширина дисковой фрезы или диаметр концевой фрезы должны соответствовать чертежному размеру фрезеруемого паза с допускаемыми отклонениями, что справедливо только в тех случаях, когда установленная дисковая фреза не имеет торцового биения, а концевая фреза — радиального биения. Если фреза будет бить, то ширина отфрезерованного паза окажется больше ширины фрезы, или, как говорят, фреза
разобьет паз, что может привести к браку. Поэтому трехстороннюю фрезу выбирают по ширине несколько меньше ширины фрезеруемого паза. Так как трехсторонние дисковые фрезы изготовляют с остроконечными зубьями, то после последующей переточки торцовых зубьев ширина фрезы уменьшится. Следовательно, данная фреза после заточки уже будет непригодной для фрезерования прямоугольного паза в следующей партии деталей. Для сохранения необходимой ширины трехсторонних дисковых фрез после переточки их изготовляют составными с перекрывающими друг друга зубьями (см. рис. 123, г), что позволяет регулировать их размер. Для этой цели в разъем такой составной фрезы вставляют прокладки из стальной или медной фольги. Концевые фрезы не позволяют регулировать их диаметр, поэтому обработка точных пазов возможна только новой фрезой. В последнее время появились патроны для закрепления концевых фрез, позволяющие устанавливать фрезу с
регулируемым эксцентрицитетомпо отношению к шпинделю, т. е. с некоторым регулируемым биением, что позволяет фрезеровать точные пазы концевой фрезой, потерявшей размер после переточки. Процесс фрезерования прямоугольных пазов, т. е. установка фрезы, закрепление заготовки, а также приемы фрезерования не отличаются от описанных выше приемов фрезерования уступа.
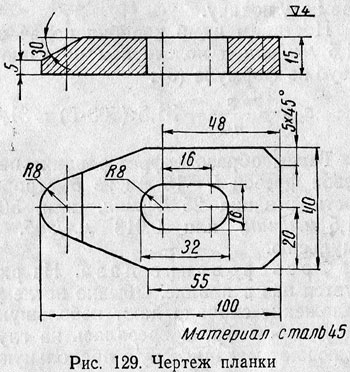
Фрезерование замкнутых пазов
В планке толщиной 15
мм (рис. 129) требуется профрезеровать замкнутый паз шириной 16
мм и длиной 32
мм.
Такая обработка должна производиться концевой фрезой на вертикально - фрезерном или горизонтально-фрезерном станке с накладной вертикальной фрезерной головкой.
Выбор фрезы. Выберем для обработки вертикально - фрезерный станок 6М12П и концевую фрезу диаметром 16
мм с цилиндрическим хвостовиком и нормальными зубьями (число зубьев z=5).
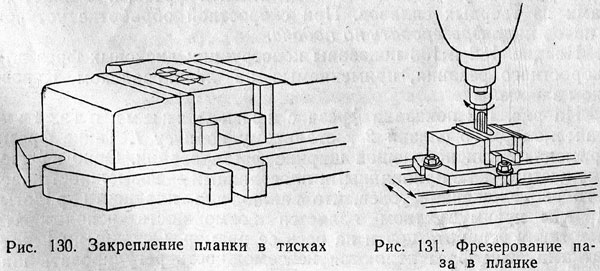
Подготовка к работе. Заготовка поступает на фрезерный станок с размеченным пазом. Так как нужно обработать паз в середине заготовки, ее можно закрепить на уровне губок тисков, но параллельные подкладки надо расположить так, чтобы концевая фреза могла иметь выход между ними (рис. 130).
После установки заготовки фрезу закрепляют в шпинделе станка. Для этого вставляют хвостовик концевой фрезы в патрон по рис. 48, а сам патрон закрепляют в коническом гнезде шпинделя.
Настройка станка на режим фрезерования. Подача фрезы задана 0,01
мм/зуб, скорость резания 25
м/мин, что соответствует 500
об/мин при диаметре фрезы
D = 16
мм. При этом минутная подача по формуле (4):

Так как наименьшая подача на станке 31,5
мм/мин, выбираем эту подачу. Поставим лимб коробки подач станка на минутную подачу 31,5
мм/мини подсчитаем получающуюся при этом подачу на 1 зуб по формуле (5):

Таким образом, фрезерование паза будем производить концевой фрезой
D = 16
мм из быстрорежущей стали Р18 при скорости резания 25
м/мин, или 500
об/мин, и при подаче 31,5
мм/мин, или 0,013
мм/зуб. Применяем охлаждение — эмульсию.
Фрезерование паза, На рис. 131 показано, как фрезеруется паз в планке. Обычно после установки фрезы в исходное положение сначала дают небольшую ручную вертикальную подачу, чтобы фреза врезалась на глубину 4—5
мм. После этого включают механическую продольную подачу, давая, как указано стрелкой, движение столу с закрепленной заготовкой вперед и назад, поднимая после каждого двойного хода вручную стол на 4—5 мм, пока паз не будет профрезерован по всей длине.
Скоростное фрезерование уступов и пазов
Скоростники-фрезеровщики широко применяют скоростное фрезерование уступов и пазов дисковыми фрезами с пластинками из твердых сплавов. При скоростной обработке уступов и пазов надо
фрезеровать по подаче. На рис. 132 и 133 показаны конструкции дисковых фрез для скоростного резания, применяемые на ленинградском Кировском заводе.

На рис. 132 показана фреза с
припаянными пластинками твердого сплава
2 к стальному корпусу
1. Такие фрезы применяют при небольшой ширине фрезерования. Одно из преимуществ фрез с припаянными пластинками — возможность частого расположения зубьев, что важно для плавности работы. Другим преимуществом является возможность использовать пластинку в работе почти на весь ее размер. Основными недостатками этих фрез являются невозможность регулировать ширину и диаметр, сложность замены зубьев в случае их поломки и трудность напайки. • На рис. 133 показана дисковая фреза для скоростного фрезерования
со вставными в корпус
1 рифлеными ножами 2, оснащенными пластинками твердого сплава. Для закрепления ножей в корпусе служат клинья
3. Для фрезерования уступов и широких пазов более целесообразно применять дисковые фрезы с вставными твердосплавными ножами.
Возможные методы фрезерования уступов
На рис. 134 даны три варианта фрезерования уступов на бруске.
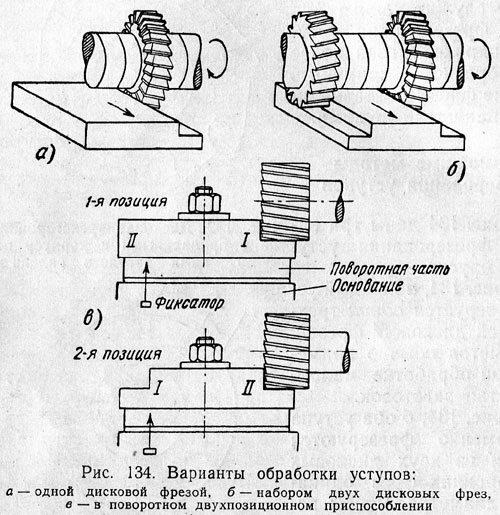
На рис. 134, а каждый уступ фрезеруется одной трехсторонней дисковой фрезой. Такой метод обычно применяют при обработке малого количества заготовок. На рис. 134, б оба уступа одновременно фрезеруются набором из двух дисковых двухсторонних фрез одинакового диаметра. Чтобы получить заданный размер между уступами, на оправку между фрезами помещают соответствующий набор колец (см. рис. 44, в). Такой метод является более производительным, и его применяют при обработке партии одинаковых заготовок. На рис. 134, в последовательно обрабатываются оба уступа одной двухсторонней дисковой фрезой на двухпозиционном приспособлении. После фрезерования первого уступа (первая позиция) приспособление поворачивают и ставят во вторую позицию для фрезерования второго уступа. Такой метод обработки требует специального приспособления и применяется при изготовлении партии одинаковых деталей. По сравнению с обработкой по первому методу (рис. 134, а) он дает большую точность и сокращает время на перестановку детали для фрезерования второго уступа, но он менее производителен, чем второй метод (рис. 134,6). В зависимости от количества пускаемых одновременно в обработку заготовок (размер партии) каждый из трех изложенных вариантов фрезерования уступов может оказаться наиболее рациональным.


