§ 12. ЭКСПЛУАТАЦИЯ ФРЕЗ
Общие указания по эксплуатации фрез
Фреза может работать производительно лишь при условия правильной ее эксплуатации. Если фрезерование происходит на правильно назначенных режимах, то фреза может обработать предусмотренное количество деталей, прежде чем ее необходимо отдать в переточку.Понятие о стойкости фрезы
В процессе работы фрезы затупляются вследствие износа, вызванного трением задней поверхности зуба фрезы об обрабатываемую поверхность и трением сходящей стружки о переднюю поверхность зуба. На рис. 58 показано, как выглядит зуб твердосплавной торцовой фрезы в разные периоды износа. В процессе фрезерования на задней поверхности зуба образуется площадка износа, ширина которой b все время увеличивается. Одновременно на передней поверхности в результате трения сходящей стружки образуется едва заметная лунка, причем она находится на некотором расстоянии l от режущей кромки. По мере работы износ задней поверхности все время опережает износ передней, пока площадка износа на задней поверхности не соединится с лункой. С этого момента износ резко возрастает, так как разрушенное лезвие не может резать нормально. Наступает так называемый катастрофический износинструмента, после которого для восстановления правильной геометрии зубьев фрезы приходится снимать большой слой металла с передней и задней поверхности зубьев.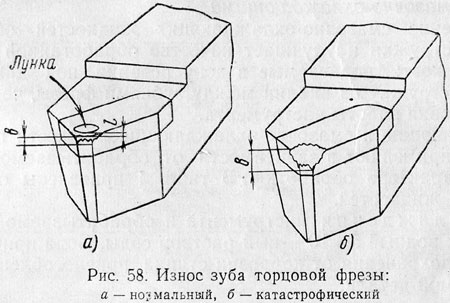
Охлаждение фрезы
Чтобы уменьшить нагревание фрезы при резании, тем самым уменьшить износ под влиянием размягчения режущей кромки и продлить срок работы фрезы без переточки, прибегают к охлаждению. Существует несколько способов охлаждения фрезы жидкостью, поступающей струей из насоса при помощи шланга и на правляемой на фрезу; жидкостью, поступающей тонкой струей в зону резания; жидкостью, распыленной в виде тумана; углекислым газом и другими газообразными охлаждающими веществами. Некоторые жидкости, применяемые при фрезеровании, служат не только для охлаждения инструмента и обрабатываемой детали, но и для уменьшения трения между режущими элементами зуба и обрабатываемой поверхностью. Такие жидкости называются смазочно-охлаждающими. Применение смазочно-охлаждающих жидкостей облегчает отделение стружки и улучшает качество обработанной поверхности. Жидкости, подаваемые в зону резания под давлением, вымывают стружку из впадин между зубьями фрезы, чем облегчаются условия работы инструмента. Охлаждающие и смазочно-охлаждающие жидкости при фрезеровании применяют в зависимости от обрабатываемого материала и характера обработки В табл. 1 приведены основные виды таких жидкостей. Для охлаждения инструмента и обрабатываемой детали используют водный 5—10%-ный раствор соды. Сода прибавляется для предохранения от коррозии станка, приспособления и обрабатываемой детали. Наиболее распространенными смазочно-охлаждающими жидкостями являются эмульсии — раствор мыла в минеральных маслах, тщательно смешанный с водой — которые обладают хорошими охлаждающими и удовлетворительными смазочными средствами. При легких фрезерных работах применяют водную эмульсию, представляющую 6%-ный водный раствор эмульсола. Эмульсол состоит из 75—80% минерального масла, 18—20% мыла, 3—5% спирта и 4—5% воды. При получистовой и черновой обработке применяют масляную эмульсию, содержащую кальциевую соль олеиновой кислоты, которая образует на обрабатываемой поверхности тончайшую пленку, обеспечивающую смазку режущей кромки. При обработке с большими сечениями стружки применяют смазочно-охлаждающие жидкости, образующие прочную масляную пленку, не разрушающуюся при высокой температуре и большом усилии резания. К ним относятся сульфофрезолы (осернениые минеральные масла) и смешанные масла (минеральное масло в смеси с продуктом, содержащим жирные кислоты). Охлаждающую и смазочно-охлаждающую жидкости следует подводить обязательно непрерывной струей и с первого же момента резания. Количество подаваемой жидкости при черновой, обработке доводят до 30 л/мин, при чистовой — до 6 л/мин.Таблица 1
Охлаждающие и смазочно-охлаждающие жидкости
|
Обрабатываемый материал |
Применяемая жидкость при |
|
|
Черновое фрезерование |
Чистовое фрезерование |
|
|
Углеродистые, конструкционные, инструментальные и жаропрочные стали |
Масляная эмульсия. Сульфофрезол |
Водная и масляная эмульсии. Сульфофрезол. Смешанные масла |
|
Улучшенные и цементируемые стали |
Масляная эмульсия. Сульфофрезол |
Масляная эмульсия. Сульфофрезол. Минеральные масла с 5%жира |
|
Стальное литьё |
Водный раствор соды. Водная и масляная эмульсии |
Водная и масляная эмульсии. Сульфофрезол. Смешанные масла |
|
Чугунное литьё |
Обычно без охлаждения. Водный раствор соды. Эмульсия |
Обычно без охлаждения. Водный раствор соды. Эмульсия |
|
Ковкий чугун |
Обычно без охлаждения. Эмульсия |
Обычно без охлаждения. Сульфофрезол |
|
Бронзовое литье |
Без охлаждения. Водная эмульсия |
Водная и масляная эмульсии. Смешанные масла, Сульфофрезол |
|
Медь, латунь, медное литье |
Без охлаждения. Водная и масляная эмульсии |
Без охлаждения. Водная и масляная эмульсии. Смешанные масла. Сульфофрезол |
|
Алюминий и его сплавы |
Масляная эмульсия. Смешанные масла. Керосин. Скипидар |
Осерненные масла. Смесь неочищенного сурепного масла с очищенными минеральными маслами. Керосин. Скипидар |
|
Магниевые сплавы |
Всухую. Минеральные масла с высокой температурой вспышки |
|
|
Никелевые сплавы |
Масляная эмульсия. Сульфофрезол. Минеральное масло с 5% жира |
|