


Глава X
ФРЕЗЕРОВАНИЕ КРИВОЛИНЕЙНЫХ КОНТУРОВ И ФАСОННЫХ ПОВЕРХНОСТЕЙ
§ 33. ФРЕЗЕРОВАНИЕ КРИВОЛИНЕЙНЫХ КОНТУРОВ
Общие положения
Не все детали машин имеют контуры, очерченные прямыми линиями, многие детали представляют плоские поверхности, ограниченные с боков криволинейными контурами. На рис. 156 показаны детали с криволинейными контурами: гаечный ключ (рис. 156, а), прихват (рис. 156, б), кулачок к токарному автомату (рис. 156, в), шатун двигателя (рис. 156, г). Контуры этих деталей состоят из отрезков прямых, сопряженных с кривыми или с дугами окружностей различного диаметра, и могут быть получены фрезерованием на обычном вертикально-фрезерном или специальном копировально-фрезерном станке.
Фрезерование криволинейного контура комбинированием ручных подач
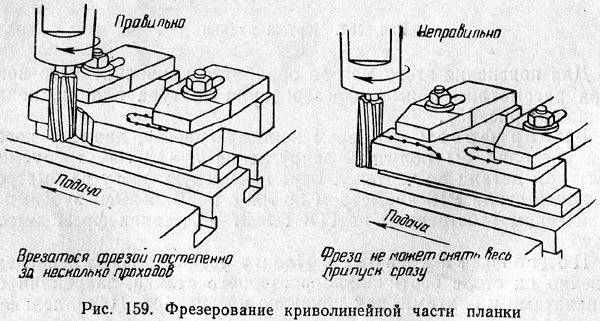
Фрезерование комбинированием ручных подач заключается в том, что предварительно размеченную заготовку (закрепленную либо на столе фрезерного станка, либо в тисках, либо в приспособлении) обрабатывают концевой фрезой, перемещая ручной подачей стол одновременно в продольном и поперечном направлениях так, чтобы фреза снимала слой металла в соответствии с размеченным криволинейным контуром.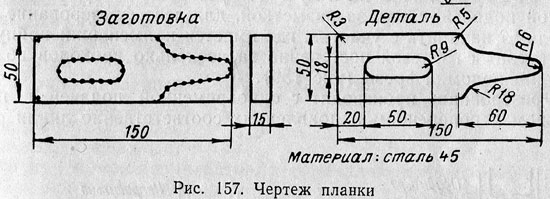
Фрезерование с применением круглого поворотного стола
Криволинейные контуры, имеющие форму дуги окружности в сочетании с отрезками прямых или без них, обрабатывают на круглом поворотном вращающемся столе, который является нормальной принадлежностью вертикально-фрезерного станка. Поворотный круглый стол с ручной подачей. На рис. 160 показан круглый поворотный стол для работы с ручной подачей. Плита 1 поворотного стола крепится к столу станка при помощи болтов, вставляемых в пазы стола. При вращении маховичка 4, насаженного на валик 3, вращается поворотная часть стола 2. На боковой поверхности стола нанесены градусные деления для отсчета поворота стола на требуемый угол. Заготовки для обработки закрепляют на поворотном столе любым способом: в тисках, непосредственно при помощи прихватов, в специальных приспособлениях.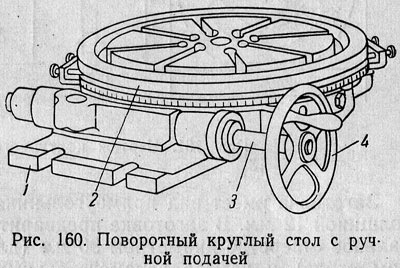
При вращении маховичка 4 заготовка, установленная и закрепленная на круглом поворотном столе, будет поворачиваться вокруг вертикальной оси стола. При этом каждая точка поверхности заготовки будет перемещаться по окружности радиуса, равного расстоянию этой точки от оси стола. Чем дальше расположена точка поверхности от оси стола, тем большую окружность опишет она при вращении стола. Если подвести заготовку любой точкой к вращающейся фрезе и продолжать поворачивать стол, то фреза обработает на ней дугу окружности радиусом, равным расстоянию от центра до этой точки заготовки. Таким образом, при обработке на круглом поворотном столе контур дуги образуется без комбинирования двух подач в результате круговой подачи поворотного стола, и точность контура здесь зависит не от умения комбинировать две подачи, а от правильной установки заготовки на столе. При помощи круглого поворотного стола можно фрезеровать как наружные контуры, так и внутренние пазы. Обработка контурного шаблона. Рассмотрим пример изготовления детали фрезерованием, где сочетается обработка наружного контура с обработкой внутренних круговых пазов. Пусть требуется обработать контурный шаблон, показанный на рис. 161.
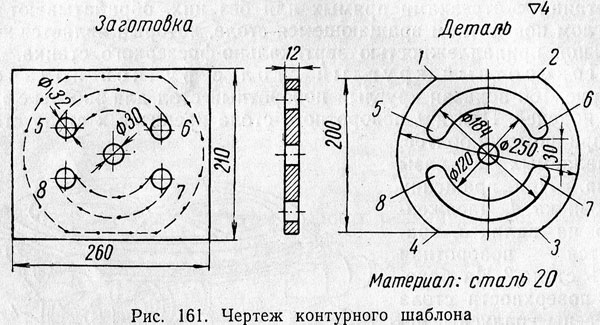
Заготовка имеет вид прямоугольника размером 210x260 мм, толщиной 12 мм. В заготовке предварительно просверлено центральное отверстие диаметром 30 мм (для крепления ее на круглом столе) и четыре вспомогательных отверстия диаметром 32 мм (для фрезерования). Заготовка предварительно размечена. Фрезерование будем вести на вертикально-фрезерном станке. Так как обработке подлежат наружный и внутренний контуры, то фрезерование необходимо производить в две установки. 1. Закрепив заготовку на круглом столе болтами, пропущенными через любые два отверстия в ней, фрезеруем наружный контур по разметке, используя вращателыное движение круглого стола (рис. 162, а).
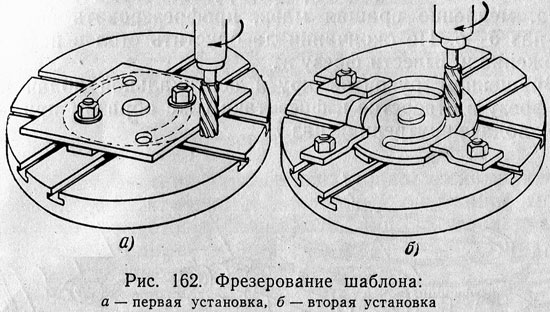
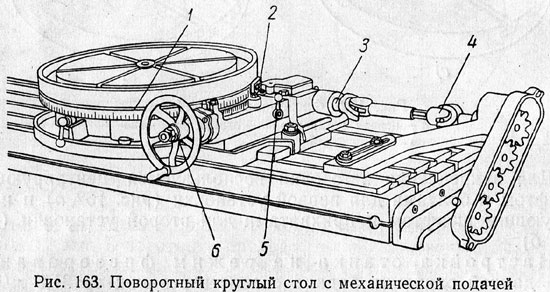
2. Закрепив заготовку на круглом столе прихватами, фрезеруем внутренние круговые пазы по разметке, используя вращательное движение круглого стола (рис. 162, б). Выбор фрезы. Так как обработку наружного контура и внутренних пазов желательно производить без смены фрезы, то выбираем концевую фрезу из быстрорежущей стали Р18 (по ГОСТ 8237—57) диаметром 32 мм (соответственно ширине кругового паза) с нормальным зубом (z = 5) и коническим хвостовиком. Установка круглого поворотного стола. Для установки круглого стола необходимо: 1 Поставить круглый стол на ребро, протереть основание и установить на стол станка. При установке ввести в пазы стола станка с обеих сторон прижимные болты с гайками и шайбами и закрепить круглый стол болтами. 2 Вставить в центральное отверстие круглого стола центрирующий штифт диаметром 30 мм. Для закрепления заготовки воспользуемся центрирующим штифтом и болтами для первой установки (рис. 162, а) и центрирующим штифтом и прихватами для второй установки (рис. 162,6). Настройка станка на режим фрезерования. Для данной операции задана скорость резания υ = 31,5 м/мин, что при диаметре фрезы D = 32 мм по лучевой диаграмме (см. рис. 54) соответствует 315 об/мин. Подача фрезы задана 0,08 мм/зуб, что при n = 315 об/мин и числе зубьев фрезы z = 5 дает минутную подачу 0,08X5x315= 126 мм/мин. Устанавливаем лимб коробки скоростей на 315 об/мин и лимб коробки подач на 125 мм/мин. Фрезерование наружного контура. Закрепление заготовки ясно из рис. 162, а. Закрепив в шпиндель станка концевую фрезу, включают станок и подводят заготовку к фрезе в том месте, где имеется наименьший припуск (рис. 162, а). Вращающуюся фрезу врезают ручной подачей в заготовку до линии разметки и, включив механическую продольную подачу, фрезеруют прямолинейный участок 1—2 (рис. 161). При ручном вращении круглого стола фрезеруют криволинейный участок 2—3. После этого фрезеруют при механической продольной подаче прямолинейный участок 3—4 и, наконец, опять при ручном вращении круглого стола фрезеруют криволинейный участок 4—1. Фрезерование круговых пазов. Заготовку для фрезерования круговых пазов устанавливают так, как показано на рис. 162, б. Вращением рукоятки вертикальной, продольной и поперечной подач подводят фрезу (см. рис. 162, б) и вставляют в отверстие 5 (см. рис. 161). Затем надо поднять стол, застопорить консоль стола и плавно при ручной круговой подаче круглого стола, медленно вращая маховичок, профрезеровать внутренний паз 5—6. По окончании прохода опустить стол в исходное положение и вывести фрезу из паза. Вращением рукояток круговой и вертикальной подач вводят фрезу в отверстие и фрезеруют таким же образом при круговой подаче внутренний паз 7—5. Круглый поворотный стол с механической подачей. На рис. 163 дана более совершенная конструкция круглого стола, круговое движение которого производится механически от привода станка. Если на квадратный конец валика 6 надеть маховичок, то можно вращать стол вручную, как у показанного на рис. 160 стола с ручной подачей. Механическое вращение стола получается при соединении ходового винта продольной подачи стола станка через систему шестерен с шарнирным валиком 3—4, связанным с червячной передачей, находящейся в корпусе круглого станка. Включение механической подачи стола производится рукояткой 5. Автоматическое выключение механической подачи производится кулачком 2, который для установки можно передвигать по пазу 1 круглого стола и закреплять в нужном положении двумя болтами.
Работа на круглом столе с механической подачей производится подобно разобранному примеру обработки на круглом столе с ручной подачей, но фрезеровщик избавлен от необходимости вручную вращать маховичок. Круговая механическая подача выражается также в мм/мин. Ее определяют, исходя из развернутой длины окружности обработки и числа оборотов круглого стола в минуту.
Пример 7. Определить круговую подачу при обработке по наружному контуру заготовки, показанной на рис. 161, на поворотном столе с механической подачей, если известно, что стол делает 0,25 об/мин. Наружный контур детали по рис. 161 очерчен дугами окружности D = 250 мм, следовательно, длина пути фрезы по этой окружности равна πD = 3,14 X 250 = 785,4 мм. При одном обороте стола в минуту скорость круговой подачи равна 785,4 мм/мин, а при 0,25 об/мин, как задано условиями обработки, скорость круговой подачи составит: 785,4-0,25= 197,35 мм/мин.
Фрезерование по копиру
Для изготовления деталей, имеющих криволинейный контур, криволинейные канавки и другие сложные очертания, можно фрезеровать заготовку, как мы видели, либо комбинируя две подачи, либо применяя поворотный круглый стол; в этих случаях предварительная разметка обязательна. При изготовлении больших партий одинаковых деталей с криволинейными контурами пользуются копировальными приспособлениями или применяют специальные копировально - фрезерные станки. Принцип работы копировальных приспособлений для фрезерования основан на использовании продольной, поперечной и круговой подач стола станка для сообщения заготовке криволинейного движения, точно соответствующего контуру готовой детали. Для автоматического получения нужного контура применяют копиры, т. е. шаблоны, которые заменяют разметку. Фрезерование по копиру - шаблону. Для фрезерования контура большой головки шатуна двигателя (рис. 164, б) копир 1 накладывают на деталь 2 и надежно с ней скрепляют. Действуя маховичком круговой подачи круглого поворотного стола и рукоятками продольной и поперечной подач, фрезеровщик следит за тем, чтобы шейка концевой фрезы 3 все время прижималась к поверхности копира 1.
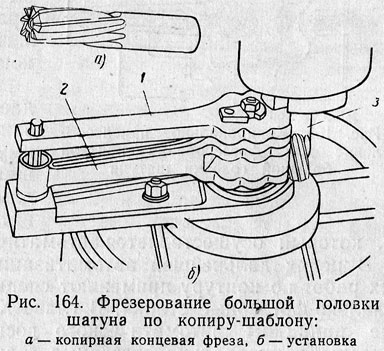
Концевая фреза для обработки по копиру показана на рис 164, а. На рис. 165 дана схема копировального приспособления для фрезерования контура большой головки шатуна двигателя, подобно изображенной на рис. 164, но с применением, кроме копира, еще ролика и груза.
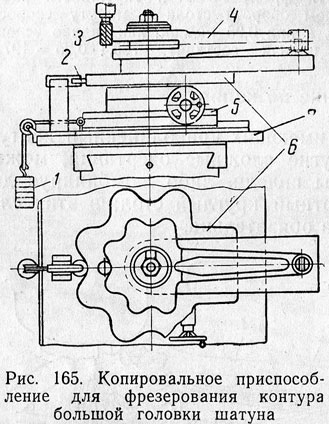
На столе 7 станка установлено копировальное приспособление 5, имеющее круглый поворотный стол с ручной подачей; на планшайбе стола закреплен копир 6. Под действием груза 1 копир 6 всегда прижат к ролику 2. Ходовые винты продольной и поперечной подач стола станка освобождены и при вращении круглого поворотного стола приспособление вместе с закрепленной заготовкой 4 будет «следить» под действием груза за копиром 6, а фреза 3 будет обрабатывать заготовку 4 по заданному контуру. Приспособление обладает по сравнению с показанным на рис. 164 тем преимуществом, что фрезеровщик освобожден от необходимости непрерывно создавать контакт пальца и копира, который осуществляется автоматически под действием груза В целях дальнейшей автоматизации копировально-фрезерных работ по контуру применяют специальные контурные копировально-фрезерные станки. Вглаве XXIII рассмотрены основные принципы автоматического воспроизведения контура и описаны копировально-фрезерные станки для этих работ.