Страница 28 из 31
Глава IX
ФРЕЗЕРОВАНИЕ ФАСОННЫХ КАНАВОК И СПЕЦИАЛЬНЫХ ПАЗОВ
§ 31. ФРЕЗЕРОВАНИЕ ФАСОННЫХ КАНАВОК
Фасонные дисковые фрезы
Для фрезерования фасонных канавок, пазов, выемок применяют фасонные дисковые фрезы, имеющие профиль, соответствующий форме обрабатываемой поверхности заготовки.
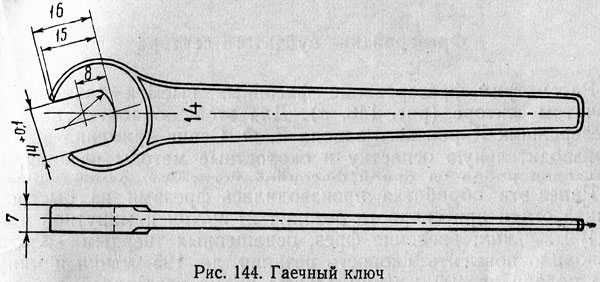
В деталях общего машиностроения встречаются выемки углового профиля, подобно показанному на рис. 122,
а призме, и радиусные канавки подобно зеву гаечного ключа (рис. 144). Для фрезерования канавок, имеющих угловой профиль, применяют
угловые фрезы, конструкции и классификация которых были даны на рис. 110. Для фрезерования радиусных и других фасонных канавок применяют
фасонные дисковые фрезы. На рис. 145 показаны фасонные дисковые фрезы: радиусная полукруглая выпуклая (рис. 145, а); радиуонаях полукруглая вогнутая (рис. 145, б).
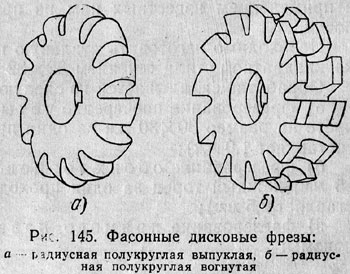
Фасонные дисковые фрезы изготовляют с затылованными зубьями для сохранения их профиля после переточки.
Фрезерование радиусных канавок
Фрезерование радиусных канавок не отличается от фрезерования открытой шпоночной канавки дисковой фрезой, описанного на стр. 163—164. Скорости резания для фасонных дисковых фрез обычно назначают на 30—35% меньше, чем для дисковых трехсторонних фрез, для повышения их стойкости, т. е. увеличения количества изготовляемых деталей между переточками.
Фрезерование зубчатого сектора
Рассмотрим фрезерование фасонных выемок (канавок) в зубчатом секторе (рис. 146, а). Для этой обработки новатор-фрезеровщик Кировского завода Е. Ф. Савич применил высокопроизводительную оснастку и скоростные методы резания, использовав набор из одной фасонной угловой и одной двухсторонней дисковой фрез, оснащенных пластинками твердого сплава Т15К6 (рис. 146, б), и применяя делительное приспособление.
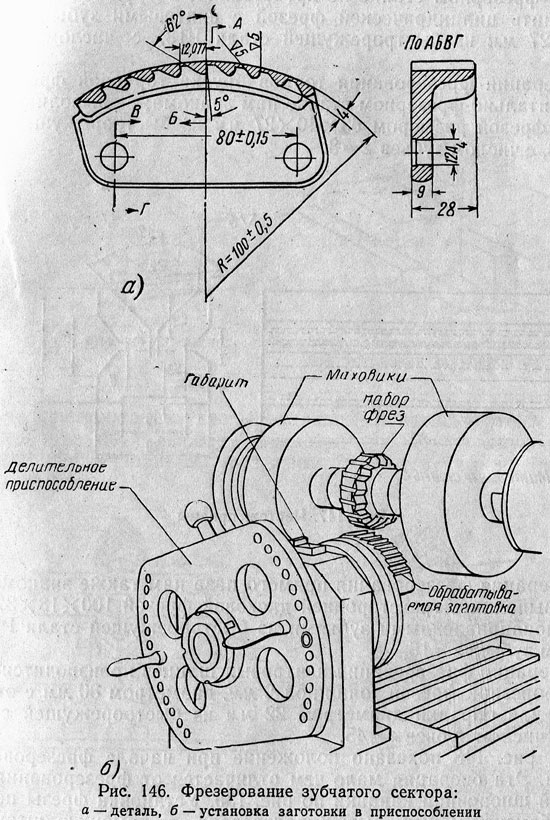
Ранее эта обработка производилась фрезами из быстрорежущей стали при скорости резания 21
м/мин и минутной подаче 100
мм/мин; введение фрез, оснащенных твердым сплавом, позволило повысить скорость резания до 195
м/мин и минутную подачу до 400
мм/мин. Общее время изготовления детали при этом сократилось почти в три раза.
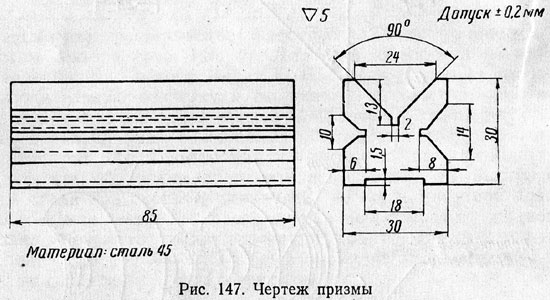
Фрезерование стальной призмы
Рассмотрим пример комплексной работы по фрезерованию с применением известных нам из предыдущего методов обработки. Необходимо изготовить стальную призму (рис. 147) из бруска квадратной стали сечением 32 X 32
мм и длиной 90
мм.
Обработка складывается из следующих операций: а) фрезерование поочередно
четырех граней бруска начисто на размер 30X30
мм за один проход (припуск на сторону составляет 1,0
мм); б) фрезерование
обоих торцов бруска начисто на размер 85
мм; каждый торец за один проход (припуск на сторону составляет 2,5
мм); в) фрезерование
прямого паза 18X1,5
мм в основании призмы; г) фрезерование
трех центровых шлицев шириной 2
мм каждый на трех плоскостях бруска; д) фрезерование трех
угловых канавок на трех гранях призмы. Операция фрезерования граней бруска цилиндрической фрезой на фрезерном станке не представляет затруднений, ее надо выполнить цилиндрической фрезой с винтовыми зубьями 63X50X27
мм из быстрорежущей стали Р18, с числом зубьев z=8. Операция фрезерования торцов бруска торцовой фрезой на горизонтально-фрезерном станке нам знакома; ее выполним торцовой фрезой размером 63X40X27
мм из быстрорежущей стали Р18, с числом зубьев z=8. Операция фрезерования прямого паза нам также знакома; ее надо выполнить трехсторонней дисковой фрезой 100 X 18 X 32
мм с разнонаправленными зубьями из быстрорежущей стали Р18, с числом зубьев z=16. Операция фрезерования центровых шлицев производится тонкой прорезной фрезой толщиной 2
мм, диаметром 80
мм с отверстием для оправки диаметром 22
ммиз быстрорежущей стали Р18, с числом зубьев z=45. На рис. 148 показано положение при начале фрезерования шлица. Эта операция мало чем отличается от фрезерования открытой шпоночной канавки по рис. 135. Установка фрезы посредине бруска может быть произведена с помощью штангенциркуля (рис. 149).
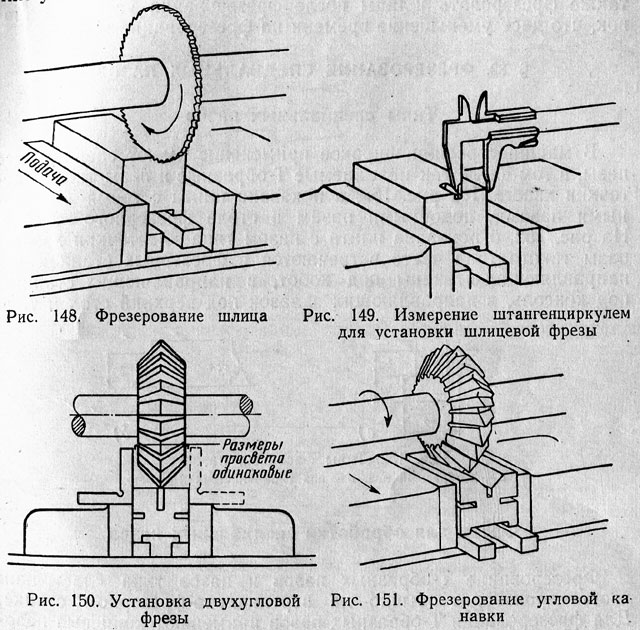
Так как глубина шлица от верхней плоскости бруска довольно значительна — 13
мм, то фрезерование производят в несколько проходов. При фрезеровании применяют охлаждение эмульсией; так как при фрезеровании такого глубокого шлица охлаж-ние фрезы затруднено, то резание производят с пониженной скоростью при небольшой подаче. После того как остальные два более мелких шлица поочередно таким же образом профрезерованы, приступают к фрезерованию угловых канавок. Для фрезерования угловых канавок согласно чертежу призмы (см. рис. 147) выберем симметричную двухугловую фрезу с углом при вершине 90° размером 75X30X27
мм из быстрорежущей стали Р18. Установив двухугловую фрезу по центру заготовки при помощи угольника (рис. 150), зубья фрезы врезают на полную глубину канавки в несколько проходов, проверяя ширину ее после каждого прохода. Ширина фрезы (в данном случае 30
мм) должна быть больше ширины канавки (24
мм). После фрезерования первой канавки поочередно фрезеруют две другие. На рис. 151 показана заготовка призмы при фрезеровании угловой канавки. В качестве варианта технологического процесса возможно также фрезеровать шлицы после фрезерования угловых канавок, что даст уменьшение времени на фрезерование шлиц.


