Страница 10 из 31
§ 9. ЗАКРЕПЛЕНИЕ ФРЕЗ НА СТАНКЕ
Общие указания по закреплению фрез
Чистота обработки и производительность станка во многом зависят от качества закрепления фрезы на станке. Если фреза закреплена неверно, она будет бить, вследствие чего нагрузка на отдельные зубья будет чрезмерной и они могут поломаться. Если фреза установлена далеко от опоры шпинделя, оправка может отжиматься. Оправки, при помощи которых закрепляются фрезы, необходимо содержать чисто вытертыми; их не следует забивать, помня, что всякая забоина приводит к биению фрезы. Способ закрепления фрезы на станке зависит от ее конструкции и размеров, а также от характера работы, выполняемой фрезой. Рассмотрим основные способы крепления фрез. 1. Фрезу надевают на центровую оправку, один конец которой входит в коническое гнездо шпинделя, а другой поддерживается серьгой. 2. Фрезу надевают на концевую оправку, которая коническим концом входит в коническое гнездо шпинделя. 3. Фрезу с коническим хвостовиком устанавливают хвостовиком в коническое гнездо шпинделя. 4. Фрезу закрепляют цилиндрическим хвостовиком в гнезде шпинделя при помощи специальных патронов. 5. Фрезу надевают на выступающий передний конец шпинделя и закрепляют на нем. Фрезеровщик обязан знать тип и номер конуса гнезда шпинделя своего станка и крепительные размеры переднего конца шпинделя. Фрезерные станки отечественного производства имеют стандартный размер переднего конуса шпинделя (см. рис. 22), поэтому фрезерные оправки, изготовленные со стандартным хвостовикам, подходят к ним. На рис. 43 показаны оправки с коническим хвостовиком 1, который соответствует коническому гнезду 2 (см. рис. 22) переднего конца шпинделя отечественных фрезерных станков и центрируется в нем. Выемки 2 (рис. 43) во фланце оправки надеваются на поводки 3 (см. рис. 22), вставленные в пазы на торце шпинделя.
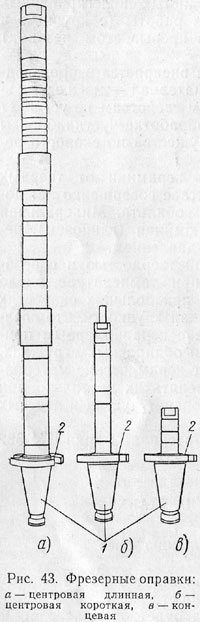
Центровые оправки (рис. 43, а и б) одним концом закрепляются в гнезде шпинделя станка, а другим поддерживаются подшипником серьги. Оправка (рис. 43, а) для закрепления фрез, работающих при больших усилиях, имеет большую длину, позволяющую применять посредине добавочную серьгу. Оправка на рис. 43, б предназначена для легких работ. Концевые оправки (рис. 43, в) одним концом закрепляются в гнезде шпинделя станка, а на другом конце оправки закрепляется насадная фреза, которая работает вместе с оправкой как концевая фреза.
Закрепление фрез на центровых оправках
На рис. 44 приведены различные случаи закрепления фрез на центровых оправках. Конический хвостовик оправки входит в коническое отверстие 8 шпинделя, другой конец входит в подшипник 1 серьги.
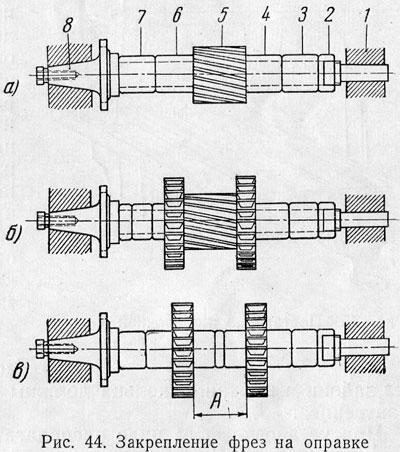
На рис. 44, а показано крепление на оправке цилиндрической фрезы 5 с винтовыми зубьями. Фреза надевается на среднюю (рабочую) часть оправки и может быть установлена в любом месте оправки при помощи установочных колец 3, 4, 6 и 7. Кольца надеты на оправку так же, как фреза 5. Крайнее левое кольцо 7 торцом упирается в заплечик, имеющийся на оправке, а в крайнее правое кольцо 5 упирается гайка 2, навернутая на правый конец оправки. На рис 44, б показано крепление на оправке нескольких фрез вплотную одна к другой (набор фрез); ширина установочных колец здесь различна. Нормальный набор установочных колец, прилагаемых к фрезерному станку, состоит из колец шириной от 1 до 50 мм: 1,0; 1,1; 1,2; 1,3; 1,4; 1,5; 1,6; 1,7; 1,8; 1,9; 2,0; 3,0; 5,0; 8,0; 10; 15; 20; 30; 40 и 50
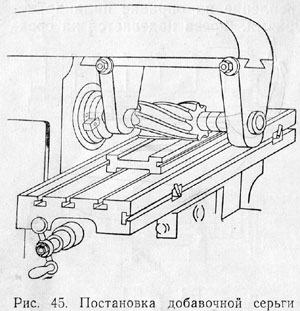
мм. При помощи установочных колец фрезы могут быть закреплены на определенном расстоянии друг от друга. На рис. 44, в показано крепление двух фрез на расстоянии А друг от друга. Расстояние А устанавливается при помощи подбора колец. Иногда, регулируя расстояния между фрезами на оправке, приходится ставить между установочными кольцами тонкие прокладки из алюминиевой или медной фольги и даже писчей или папиросной бумаги, так как иногда, пользуясь имеющимися в наборе кольцами, не удается получить необходимого расстояния между фрезами. Фрезы малых диаметров, работающие при небольших усилиях, удерживаются на оправке от провертывания трением между торцами фрезы и торцами колец, возникающим при затяжке гайкой. При тяжелых работах этого трения недостаточно, и фреза удерживается на оправке при помощи шпонки. По всей длине средней (рабочей) части оправки профрезерована шпоночная канавка, в ней крепится шпонка, на которую надевают фрезу. Кольца в этом случае также ставят на шпонке. Отверстия в кольцах, равно как и рабочие части фрезерных оправок, изготовляют только определенных диаметров. На отечественных заводах приняты оправки диаметром 16; 22; 27; 32; 40; 50 и 60 мм. Шпоночные канавки и шпонки также изготовляют определенных размеров, так что имеющиеся в инструментальной кладовой фрезы, оправки, кольца и шпонки одного номинала обязательно подойдут друг к другу. Фрезерные оправки должны быть прямыми, без забоин и вмятин, а кольца должны иметь торцы без забоин и заусенцев. При установке фрез надо располагать их как можно ближе к переднему концу шпинделя станка, чтобы уменьшить нагрузку на оправку. Если по некоторым причинам это не удается, надо ставить добавочную серьгу, что дает добавочную опору и разгружает фрезерную оправку. На рис. 45 показана добавочная серьга на станке при фрезеровании бруска широкой фрезой.
Порядок установки и закрепления фрезы на оправке и закрепления оправки в гнезде шпинделя станка подробно изложен при рассмотрении наладки станка.
Закрепление фрез на концевых оправках
Фрезы, работающие зубьями, расположенными на торцовой поверхности, закрепляются на концевых оправках. На рис. 46 показана концевая оправка. Конический конец 1 вставляют в коническое гнездо шпинделя станка. Фрезу надевают на цилиндрическую часть оправки и затягивают винтом 3. Чтобы фреза не провертывалась, на оправке имеется шпонка 2.

Закрепление фрез с коническим и цилиндрическим хвостовиком
Фрезы с коническим хвостовиком, размер которого совпадает с размерами конического гнезда шпинделя станка, вставляют хвостовиком в шпиндель и закрепляют в нем посредством затяжного винта (шомпола). Это самый простой способ закрепления фрезы как для горизонтально-, так и для вертикально-фрезерного станков. Если размер конуса хвостовика фрезы меньше размера конуса гнезда шпинделя, то прибегают к переходным втулкам (рис. 47). Наружный конус такой втулки соответствует гнезду шпинделя станка, а внутренний — хвостовику фрезы. Переходную втулку с вставленной фрезой устанавливают в шпиндель и затягивают при помощи затяжного винта.

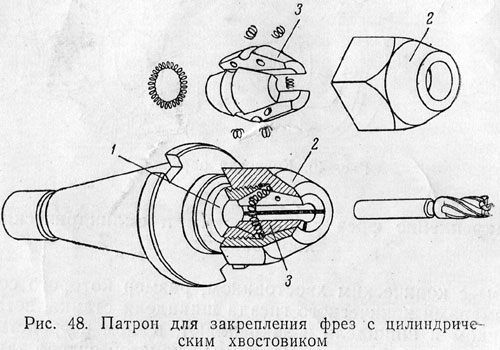
Закрепление фрез с цилиндрическим хвостовиком производится при помощи патрона (рис. 48). Фрезу вставляют в цилиндрическое отверстие патрона 1 и закрепляют гайкой 2, навертываемой на передний конец патрона и охватывающей заплечиками разжимную втулку 5. Патрон с надетой фрезой устанавливают в шпиндель горизонтально- или вертикально-фрезерного станка и закрепляют затяжным винтом. Снятие фрезы производится освобождением гайки 2.
Закрепление насадных фрез большого диаметра
Торцовые фрезы диаметром 125
мм и выше изготовляют насадными. Такие фрезы могут иметь
коническое (рис. 49, а) или
цилиндрическое(рис. 49, б) посадочное отверстие.
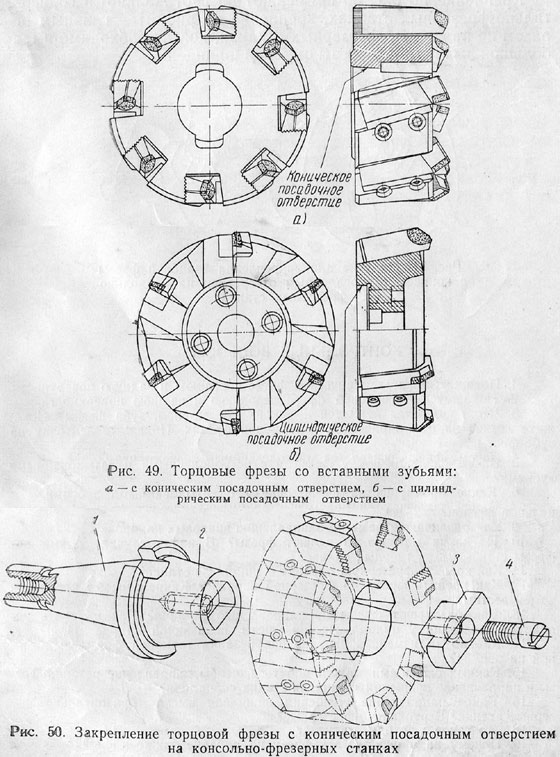
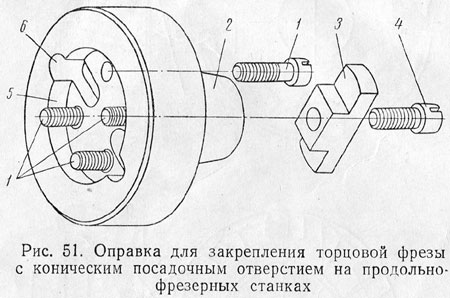
Фрезы с
коническим посадочным отверстием насаживают на конус 2 фрезерной оправки (рис. 50 и 51) и при помощи вкладыша 3 и винта 4 закрепляют на нем. Вкладыш 3 входит в паз, имеющийся в корпусе фрезы. Оправка на рис. 50 вместе с фрезой крепится к шпинделю фрезерного станка затяжным винтом (шомполом), который ввертывается в резьбовое отверстие оправки. Оправку на рис. 51 вместе с фрезой надевают цилиндрическим пояском 5 на торец шпинделя фрезерного станка и крепят к ней четырьмя винтами 1 (см. также рис. 22). Чтобы оправка не провертывалась, в ней предусмотрены два паза 6, в которые входят сухари на торце шпинделя станка. Фрезы с
цилиндрическим посадочнымотверстием (см. рис. 49, б) крепят непосредственно к торцу шпинделя станка с помощью четырех винтов. Наиболее точное центрирование фрезы на шпинделе фрезерного станка и, следовательно, наименьшее биение зубьев в работе обеспечивают фрезы с коническим посадочным отверстием. Крепление по рис. 50 применяют на вертикально- и горизонтально-фрезерных станках, крепление по рис. 51 — главным образом на продольно-фрезерных станках, когда необходимо иметь большой вылет торца фрезы от торца шпинделя.