Страница 24 из 31
§ 27. ПРАВИЛА ФРЕЗЕРОВАНИЯ ЦИЛИНДРИЧЕСКИМИ И ТОРЦОВЫМИ ФРЕЗАМИ
Общие указания
Как видно из предыдущих примеров обработки, настройка станка на режим резания, установка и закрепление фрезы, установка и зажим заготовки являются задачами, более сложными, чем самая операция фрезерования. Мелкие ошибки во время изучения приемов работы на фрезерном станке почти неизбежны, однако недопустимы ошибки, вызывающие порчу заготовки, поломку фрезы или станка и являющиеся результатом невнимательности, неаккуратности и небрежности фрезеровщика. Необходимо твердо запомнить основные правила, вытекающие из рассмотренных простейших фрезерных работ: 1. Станок, его стол, гнездо шпинделя должны быть чистыми и перед работой проверены. 2. При всех приемах надо пользоваться надлежащими ключами и рукоятками; когда они больше не нужны, их надо убирать обратно на место. 3. При закреплении в тисках черных отливок, поковок, заготовок из проката надо предохранять губки тисков от повреждений накладками из латуни, меди, алюминия. 4. При закреплении в тисках заготовок с обработанными поверхностями надо обязательно надевать накладки из латуни, меди или алюминия на губки тисков для предохранения от вмятин начисто обработанных поверхностей. 5. Перед работой сметать стружку с опорных поверхностей детали, зажимных приспособлений, тисков, подкладок. 6. Снимать заусенцы, образовавшиеся во время предыдущего перехода, если они могут помешать правильной установке или закреплению заготовки и перед измерением. 7. Чтобы правильно установить заготовку на столе или в тисках, следует применять латунный, медный или дуралюминовый молоток; не употреблять для этой цели гаечный ключ или обычный молоток. 8. Параллельные подкладки должны быть чистыми, без заусенцев; грани их должны быть гладкими и ровными, углы прямыми, противоположные грани параллельными. 9. Тонкие заготовки не зажимать слишком крепко, чтобы не вызвать их прогиба; в противном случае после снятия деталь выправится и размеры ее не будут соответствовать чертежу. 10. Прежде чем поднимать или опускать стол, надо проверять затяжку стопорных винтов и ослаблять их; следить также за стопорением консоли и поперечных салазок при фрезеровании с продольной подачей. 11. При работе следить, чтобы фреза не затупилась. Признаком затупления фрезы служит появление вибраций станка, чрезмерное нагревание стружки, рванины на поверхности обработки. 12. Подводить деталь под фрезу надо медленно, пока фреза не врезалась. При обратной подаче стола (вывод детали из-под фрезы) надо несколько опустить стол, чтобы не испортить обработанной поверхности детали. 13. Стараться применять торцовое фрезерование предпочтительно цилиндрическому. При торцовом фрезеровании фреза работает спокойнее, что позволяет применять большие скорости фрезы и большие подачи на один зуб. 14. Торцовое фрезерование надо стремиться производить методами скоростного фрезерования.Выбор фрезы
Диаметр фрезы. Малый диаметр фрезы является более благоприятным для чистоты поверхности. Старайтесь всегда выбирать наименьшую подходящую по диаметру фрезу из имеющихся в кладовой. Винтовые зубья. Всякому фрезеровщику известно из практики, что фреза с прямыми зубьями работает с ударами; удары тем сильнее, чем меньше глубина фрезерования и чем реже расставлены зубья фрезы. Наоборот, даже при небольшом наклоне зубьев фреза работает спокойнее. У такой фрезы, по крайней мере, два зуба находятся постоянно в резании (см. рис. 39), что обеспечивает спокойную и безударную работу. Следовательно, станок и инструмент, работая в спокойных условиях, могут быть сильнее нагружены и дать более высокую производительность и лучшее качество поверхности. Выбор числа зубьев фрезы. Число зубьев фрезы играет существенную роль при фрезеровании. Чем больше число зубьев у фрезы (мелкозубые фрезы), тем меньшей получается подача на один зуб при данной минутной подаче стола. При большом числе зубьев вследствие меньшего их шага врезание каждого последующего зуба происходит более плавно, так как часто предыдущий зуб (особенно при глубине резания 3—5 мм) еще не успевает выйти из контакта с деталью. Фрезы с небольшим числом зубьев (крупнозубые фрезы), имея более прочные зубья, позволяют снимать более крупную стружку, т. е. работают производительнее. Цилиндрические и торцовые фрезы имеют для каждого диаметра определенное число зубьев, зависящее только от типа фрезы (крупнозубая и мелкозубая), поэтому, выбирая диаметр фрезы и ее тип, тем самым выбирают число зубьев фрезы. Для фрезерования с одного прохода и для черновых переходов предпочтительнее выбирать крупнозубые фрезы; для чистового перехода, когда необходима малая подача на один зуб, предпочтительнее мелкозубые фрезы. Биение фрезы. Важным условием является устранение биения фрезы. Если каждый зуб фрезы снимает стружку одинакового сечения, то работа будет более спокойной. Если фреза бьет, то часть зубьев может проходить свободно, не срезая металла, а другая часть зубьев будет захватывать двойную, а то и тройную порцию металла; такая неравномерная нагрузка, несомненно, вызывает пружинение оправки и, следовательно, вибрацию станка. Проверка фрезы на биение производится индикатором. Обычно проверку осуществляют дважды: после переточки фрезы (при получении ее из инструментальной кладовой) и после установки ее на оправке в шпиндель фрезерного станка, т. е. в рабочем положении, так как иногда биение фрезы может быть следствием биения оправки. Для проверки самой фрезы на биение применяют прибор, показанный на рис. 117. Проверку фрезы в рабочем положении, т. е. на оправке в шпинделе станка, производят индикатором (см. рис. 89).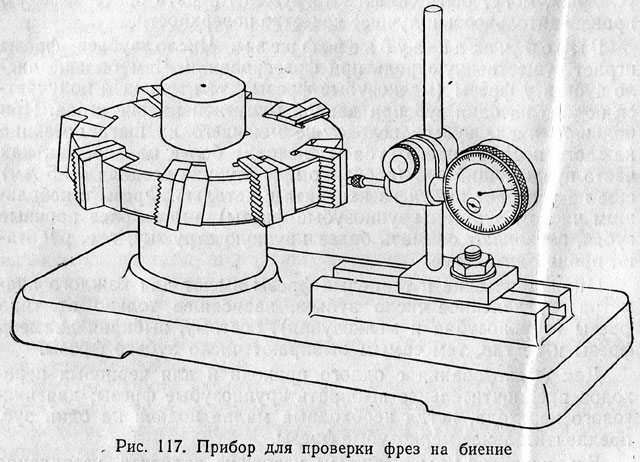
Направление вращения шпинделя
При работе фрезами с винтовыми зубьями надо особое внимание обращать на соответствие вращения шпинделя направлению винтовых канавок. В табл. 3 разобраны четыре возможных случая при работе цилиндрической фрезой. Когда направление вращения фрезы и направление винтовой канавки одинаковы (случаи 2 и 4), возникает осевая сила, которая стремится вытолкнуть оправку из шпинделя. Осевая сила направлена, как показывает стрелка, слева направо, на серьгу, которая не рассчитана на эту добавочную нагрузку, что может вызвать вибрацию станка и как следствие поломку фрезы.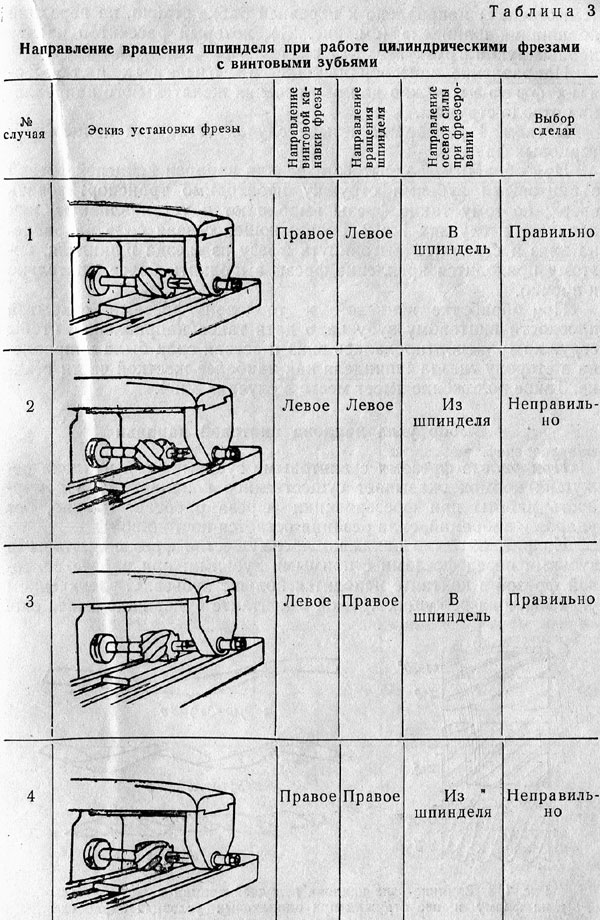
Выбор угла наклона винтовой канавки
При работе фрезами с винтовыми зубьями угол наклона режущих кромок оказывает существенное влияние на равномерность работы при фрезеровании (фреза работает плавно, без ударов и вибраций, сила резания остается постоянной). На рис. 39 было показано преимущество фрез с винтовыми зубьями перед фрезами с прямыми зубьями: при работе винтовой фрезой в контакте находится больше зубьев. С увеличением угла наклона режущих кромок в контакте будет находиться еще больше зубьев, что дает более плавную работу фрезерования. Увеличение угла наклона режущей кромки вызывает увеличение мощности, потребной на резание, увеличение осевой силы и веса снимаемой стружки. На рис. 118 показаны различные формы стружки и ее вес при различных углах наклона винтовых зубьев ω (30; 45 и 70°) и различном числе зубьев (z = 9, z = 5, z = 3) при неизменных диаметре фрезы 90 мм, ширине фрезерования 150 мм, скорости резания 14,7 м/мин и подаче 440 мм/мин. Практика установила величину углов наклона ω винтовых канавок фрез различных типов, и рекомендуемые значения их приведены в таблице 36.Спаренные фрезы
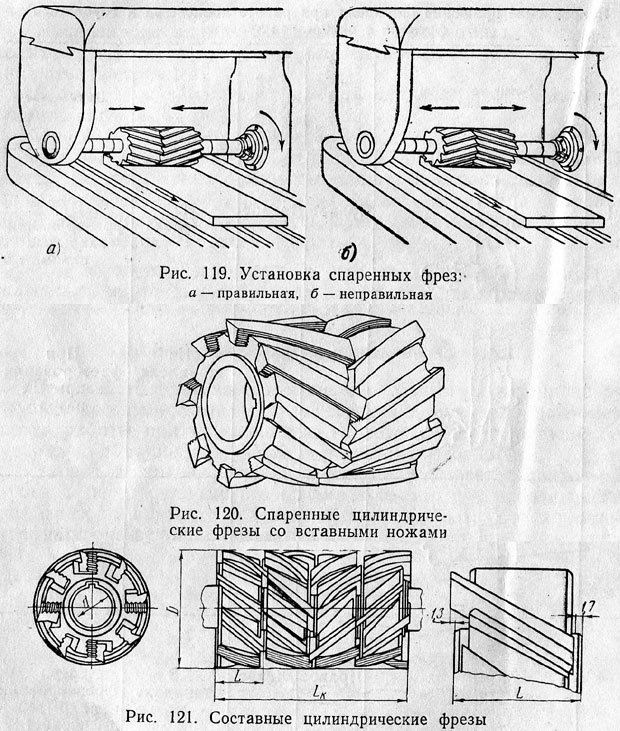
При большей ширине обрабатываемой плоскости рекомендуется применять спаренные фрезы. Их необходимо устанавливать так, чтобы осевые силы были направлены навстречу друг другу и тем самым стремились сблизить обе фрезы (рис. 119,а). На рис. 119, б показана неправильная установка спаренных цилиндрических фрез с винтовым зубом, при которой осевые силы стремятся раздвинуть обе фрезы.