Страница 23 из 31
§ 26. ВЫСОКОПРОИЗВОДИТЕЛЬНЫЕ МЕТОДЫ ФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ
Сокращение времени при фрезеровании плоскостей может быть достигнуто за счет более производительного режима фрезерования (большие скорости, большие подачи, большие глубины резания), применения более рациональных конструкций зажимных приспособлений и работы с высокопроизводительными инструментами.Рассмотрим несколько способов, ускоряющих обработку плоскостей.
Повышение режима резания
Работа на больших скоростях фрезерования. Как известно, применение фрез с ножами из твердого сплава позволяет значительно увеличить скорость резания. В настоящей главе мы ознакомились с методами скоростного резания.Приступая к работе по фрезерованию плоскостей, надо убедиться в возможности проведения данной обработки на высоких скоростях резания твердосплавными фрезами.
Работа с большими подачами. Величина подачи влияет на чистоту поверхности: чем меньше подача на один зуб фрезы, тем чище поверхность после обработки, но тем больше затрачивается времени на проход.
При фрезеровании фрезами из быстрорежущей стали надо стремиться к увеличению подачи на один зуб фрезы, чтобы получить большую минутную подачу, т. е. сокращение времени на обработку. При этом необходимо учитывать заданную чистоту обработанной поверхности, что не всегда позволяет работать с большой подачей на один зуб фрезы.
Применение скоростного резания, т. е. фрезерования твердосплавными фрезами с увеличенным числом оборотов фрезы, дает при той же подаче на один зуб фрезы увеличение минутной подачи, т. е. сокращение времени на обработку.
Сокращение количества проходов. Наряду с увеличением скорости резания и увеличением минутной подачи необходимо стремиться к уменьшению количества проходов, выбирая максимальную глубину резания, так как время на обработку сокращается пропорционально сокращению количества проходов.
Рациональная оснастка
Применение сменных губок к тискам. Применение сменных губок к нормальным машинным тискам может существенно сократить время на зажим заготовки при обработке небольших партий деталей.Новаторы-фрезеровщики применяют нормальные тиски со сменными губками для сокращения времени на установку и зажим, не прибегая к специальным приспособлениям, которые окупают себя только при больших партиях деталей.
Губки с угловыми выемками применяют вместо призм для ускорения установки и зажима круглых заготовок типа валиков в обычных машинных тисках. В настоящее время отечественной промышленностью выпускаются нормализованные переналаживаемые тиски и сменные наладки к ним. Такие тиски имеют опорные поверхности с точными продольными и поперечными пазами, по которым ориентируются наладки при смене.
Сами тиски устанавливаются один раз точно на столе станка, а наладки устанавливают без выверки положения. Для закрепления применяют встроенные пневматические или пневмо-гидравлические силовые приводы.
На рис. 112 показаны переналаживаемые поворотные тиски УПГ-6, предназначенные для зажима заготовок с максимальными размерами 200X250 мм. В пазу чугунного корпуса тисков помещена подвижная губка 3, перемещающаяся по стальным закаленным направляющим, закрепленным винтами к корпусу тисков. Неподвижная губка 2 и подвижная 3 выполнены так что верхние их поверхности, снабженные точными продольными и поперечными пазами, образуют рабочий стол с размерами 455X200 мм, на который устанавливают сменные наладки и обрабатываемые заготовки. Сменные наладки можно устанавливать также и на торцовые поверхности губок, имеющие точные пазы.

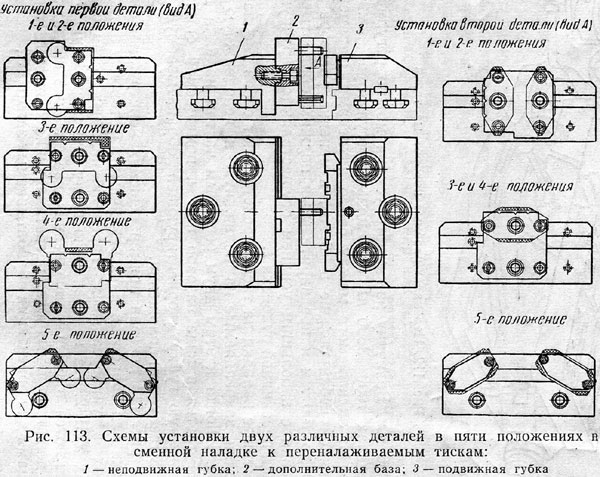
Сменные наладки на тиски представляют собой специальные накладки, закрепляемые на подвижную и неподвижную губки тисков. Иногда к этим двум основным частям наладки добавляется третья в виде базовой плиты, помещаемой обычно на неподвижную губку и ориентирующей обрабатываемую заготовку в требуемом положении.
На рис. 113 показан пример решения конструкции сменной наладки для обработки двух различных заготовок в пяти положениях в универсальных переналаживаемых стационарных тисках УПГ-2. На неподвижную губку 1 и подвижную 3 устанавливаются в разных положениях две сменные накладки 2в виде дополнительных баз, представляющие фигурные плиты с пальцами для ориентации обрабатываемых заготовок.
На рис. 115 показаны три варианта фрезерования стальной заготовки торцовой фрезой на вертикально-фрезерном станке. Обычный способ закрепления — по одной заготовке в тисках (рис. 115, а); более производительный метод фрезерования — в многоместном приспособлении на 10 заготовок (рис. 115, б); метод непрерывного фрезерования на круглом вращающемся столе (рис. 115, в) позволяет производить закрепление и съем заготовок в процессе фрезерования и, таким образом, еще повышает производительность фрезерования.
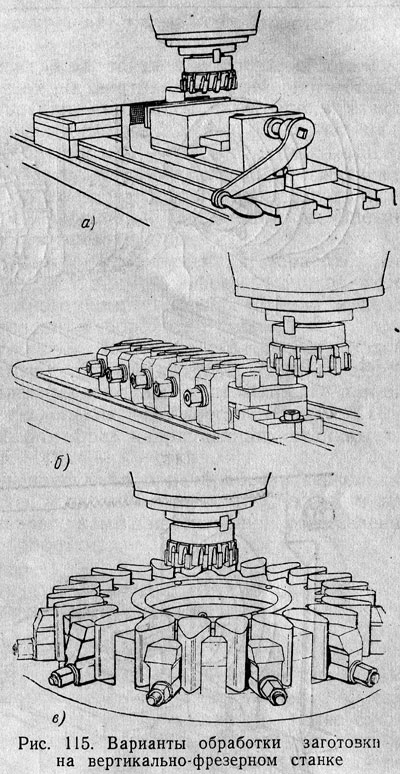
Таблица 2
Сравнение трех вариантов обработки бруска
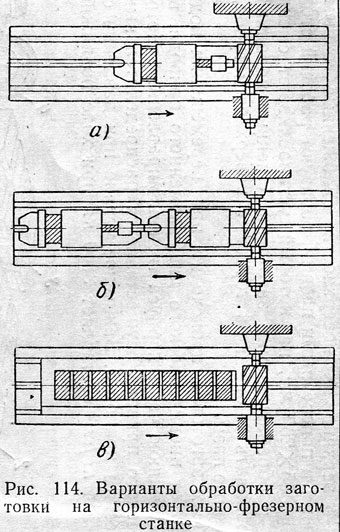
| Обозначение способа на рис. 114 |
Способ закрепления и метод обработки | время на об- работку 1 шт. в мин. |
Процентное отношение к способу а |
| а б в |
По одной заготовке в машинных тисках По одной заготовке в двух тисках По 10 заготовок, закрепленных в приспособлении |
1,25 1,12 0,70 | 100 90 56 |