Страница 15 из 31
§ 14. ЗАКРЕПЛЕНИЕ ЗАГОТОВОК В УГЛОВЫХ ПЛИТАХ И ПРИЗМАХ
Угловые плиты
Для фрезерования заготовки, две обрабатываемые стороны которой должны составлять угол, пользуются
угловой плитой, которую иногда называют
угольником. На рис. 62, а показана
обычная угловая плита. Стороны ее обработаны под прямым углом друг к другу. Заготовку закрепляют на угловой плите посредством прихватов или струбцинок. Угловые плиты больших размеров имеют ребра жесткости
1, скрепляющие полки.
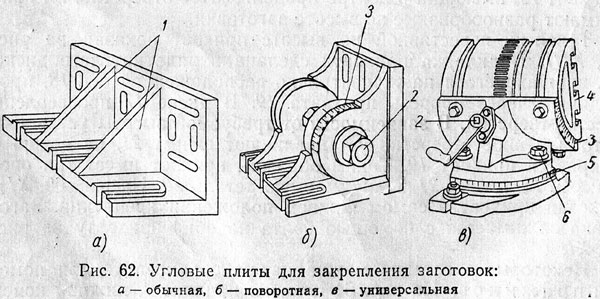
На рис. 62, б показана поворотная угловая плита, полки которой можно поворачивать вокруг болта
2 и устанавливать под требуемым углом после освобождения гайки. Полки плиты устанавливают на требуемый угол по шкале
3. На рис. 62, б полки плиты установлены под прямым углом. На рис. 62, в показана
универсальная угловая плита, допускающая поворот закрепленной заготовки в двух плоскостях. Такие плиты часто применяют для обработки наклонных поверхностей. Универсальная плита представляет собой поворотный вокруг горизонтальной и вертикальной осей стол
4 с тремя продольными Т-об разными пазами для крепления заготовки. Поворот вокруг вертикальной оси осуществляется колодкой
5, закрепляемой под требуемым углом болтами 6. Поворот вокруг горизонтальной оси осуществляется рукояткой
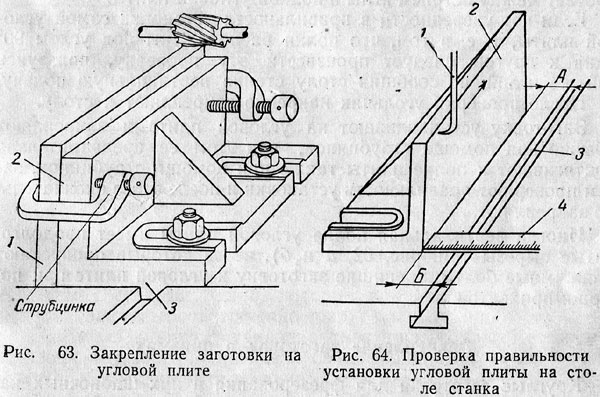
2. На рис. 63 показано крепление к угловой плите
2 длинной и широкой, но сравнительно тонкой планки
1, подлежащей фрезерованию. Угловая плита опорной плоскостью крепится к столу при помощи болтов, закладываемых в пазы стола фрезерного станка. Основание плиты имеет простроганный шип
3, входящий в паз стола для установки плиты параллельно станине станка.
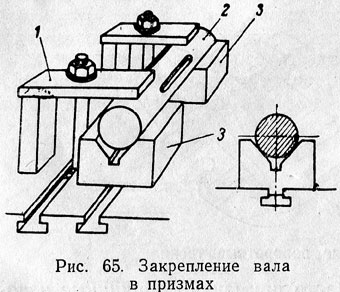
Прежде чем закреплять заготовку на угловой плите, следует тщательно проверить правильность установки самой плиты на столе станка. Грубую проверку положения плиты производят (рис. 64), проверяя положение вертикальной полки
2 угловой плиты относительно кромки ближайшего паза
3 стола станка: расстояния
А и
Б, измеренные линейкой
4, должны быть одинаковыми. Для более точной проверки берут кусок проволоки с острозаточенным и загнутым концом
1или рейсмас (рис. 64) и укрепляют на фрезерной оправке. Острый конец (иглу) приближают к вертикальной полке угловой плиты постукиванием по игле или, лучше поперечной подачей стола так, чтобы острие иглы почти касалось полки плиты. После этого вручную сообщают столу медленную продольную подачу и смотрят, как изменяется просвет между острием иглы и полкой угловой плиты. Если нет уверенности в правильности установки самой угловой плиты, т. е. в том, что полки расположены под углом 90° одна к другой, следует произвести эту проверку, пользуясь той же иглой, но сообщив столу станка вертикальную подачу. После проверки угольник накрепко закрепляют к столу. Заготовку устанавливают на угловой плите и закрепляют обычно при помощи струбцинок, при этом ее предварительно подтягивают к полке плиты также при помощи струбцинок, затем проверяют правильность установки и после этого окончательно закрепляют. Иногда вертикальная полка угловой плиты имеет продолговатые вырезы (см. рис. 62, а и б), через которые пропускают прижимные болты, крепящие заготовку к угловой плите при помощи прихватов.
Закрепление заготовок в призмах
Круглые заготовки для фрезерования в них шпоночных канавок, пазов и лысок удобно закреплять в
призмах. При коротких заготовках достаточно одной призмы. Если длина заготовки велика, приходится устанавливать на стол станка две призмы на некотором расстоянии друг от друга. Призмы закрепляют на столе станка прихватами, а заготовку закрепляют в призмах при помощи струбцинок или прихватов. На рис. 65 показан вал
2, закрепленный на двух призмах
3. Призмы установлены на столе станка. Правильность положения оси каждой призмы обеспечивается шипом в основании призмы, входящим в паз стола, как показано на рисунке справа. Закрепляют валы при помощи прихватов
1. Необходимо следить, чтобы прихваты опирались на закрепляемый вал над призмами во избежание прогиба вала. Под прихваты следует положить тонкий лист меди или латуни, чтобы не повредить обработанной поверхности вала.
На рис. 66 показаны
тиски для зажима валов. Заготовки крепятся в таких тисках при помощи призмы. Тиски можно устанавливать на столе фрезерного станка либо в таком положении, как показано на рис. 66, либо повернув их на 90°. Тиски удобны тем, что годятся для фрезерования на станках как с горизонтальным, так и с вертикальным шпинделем.
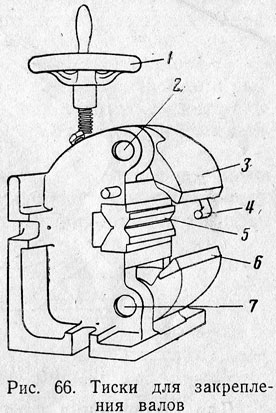
Подлежащий обработке вал устанавливают цилиндрической поверхностью на призму
5 и вращением маховичка
1 зажимают его между губками
3 и
6, которые при вращении маховичка поворачиваются соответственно вокруг пальцев
2 и
7. Призму
5 можно устанавливать в тисках другой стороной при необходимости зажать вал большего диаметра. Упор
4служит для установки вала по длине.


