


Ежедневно:
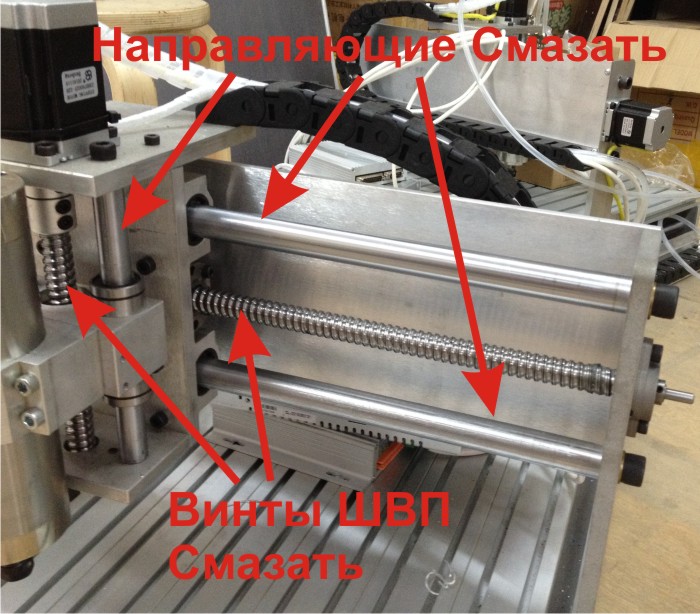
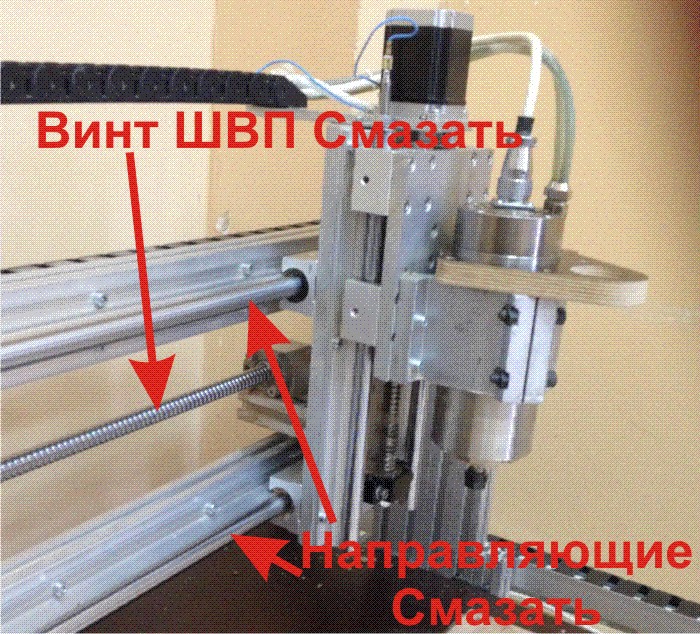
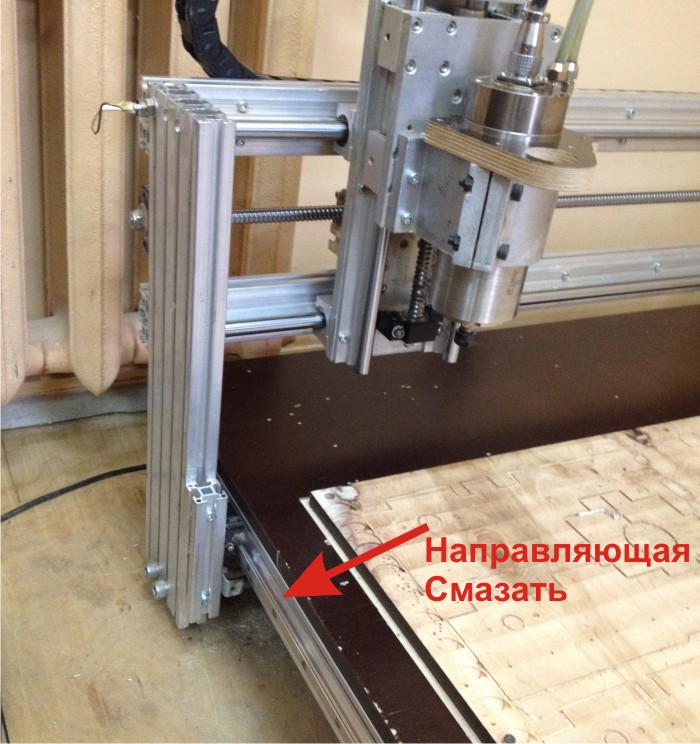
1. Очистить рабочую поверхность станка, направляющие, ходовые винты ШВП от пыли и продуктов резания.
2. Смазать ходовые винты ШВП, направляющие, по всем осям (X,Y,Z). Смазка наносится ветошью/кисточкой/спреем/«капельницей» на всю длину направляющих и ШВП. После смазки произвести «прогон» портала станка по всем осям несколько раз – для равномерного распределения смазки.
Используемые смазки: Mobil Vactra Oil N 2. Отечественные: ТНК МНС 68, 100, 220;Gazpromneft Slide Way 68; ИНСп-40 и ИНСп-65; ЛУКОЙЛ СЛАЙДО 68. Или доступные автомобильные подходящие по вязкости : ТАД-17 , ТМ5-18 или любое трансмиссионное масло с маркировкой 80W90. Не рекомендуется смешивать различные виды смазок, при проведении ежедневных ТО.
Еженедельно:
1. Тщательно очистить поверхности станка, направляющих, ходовых винтов ШВП от пыли, продуктов резания и остатков старой смазки.
2. Смазать ходовые винты ШВП, направляющие, по всем осям (См. ежедневное обслуживание).
3. Для станков с зубчатыми рейками необходимо очистить рейки от старой смазки, и нанести свежую.
4. После смазки произвести «прогон» портала станка по всем осям несколько раз – для равномерного распределения смазки.
Отсутствие смазки, грязное масло, наличие абразива в воздухе может привести к износу направляющих, втулок, танкеток и потери точности станка. Для зубчатых реек, шпритцевания гаек ШВП и линейных подшипников рекомендуется использовать литиевые консистентные смазки.
Ежемесячно:
1. Произвести еженедельное ТО.
2. Очистить провода, соединительные кабели, шланги системы охлаждения шпинделя, кабель каналы от пыли, грязи, мусора, остатков смазки и продуктов резания. Произвести тщательный осмотр, убедиться в отсутствии повреждений, скручиваний и т. д.
3. Очистить от пыли электрические соединения, проверить их целостность и правильность установки разъемных соединителей.
4. Проверить состояние системы охлаждения шпинделя на отсутствие утечек охлаждающей жидкости.
5. Проверить уровень охлаждающей жидкости в системе, при необходимости долить. При сильном загрязнении – заменить охлаждающую жидкость. При необходимости проверить работу помпы и циркуляцию жидкости в системе.
6. Проверить отсутствие люфтов по осям X, Y, Z.

Для станков с двумя ходовыми винтами по оси Y проверку отсутствия люфта проводить для каждого винта индивидуально, с каждой стороны. При наличии люфта, по какой либо из осей проверить следующие узлы:
a. Крепление гайки ШВП
b. Опорные блоки винта ШВП
c. Торцевые гайки винта ШВП
d. Болты крепления направляющих (или опор направляющих)
e. Крепление гайки ШВП по оси Х (траверсу)
f. Крепление траверсы к каретке станка
7. Проверить затяжку винтов крепления шпинделя.

8. Проверить крепления шаговых двигателей (затяжку винтов крепления шаговых двигателей).

1 раз в пол года:
1. Тщательно очистить поверхности станка, направляющих, ходовых винтов ШВП от пыли, продуктов резания и остатков старой смазки.
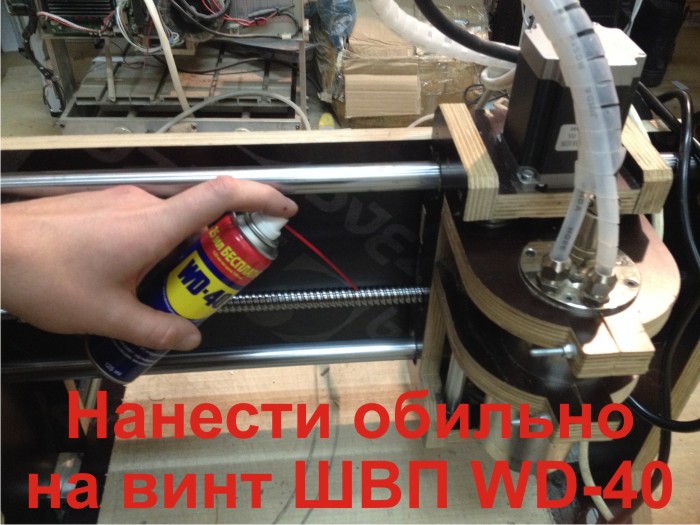
2. Тщательно вымыть старую смазку из сепараторов гайки ШВП и линейных подшипников с помощью WD-40 или аналогичных жидкостей. Для этого необходимо обильно нанести жидкость по всей длине ходового винта (направляющей) и произвести перемещение по оси обрабатываемого узла от упора до упора. Повторить данную операцию несколько раз. Остатки и излишки очищающей жидкости удалить.

3. Произвести шпритцевание консистентной смазкой гаек ШВП по всем осям. Для данной операции удобно использовать большой медицинский шприц с капиллярной трубкой.

4. Произвести комплекс работ описанных в ежемесячном ТО.
5. Проверить затяжку клемных соединений электрооборудования.
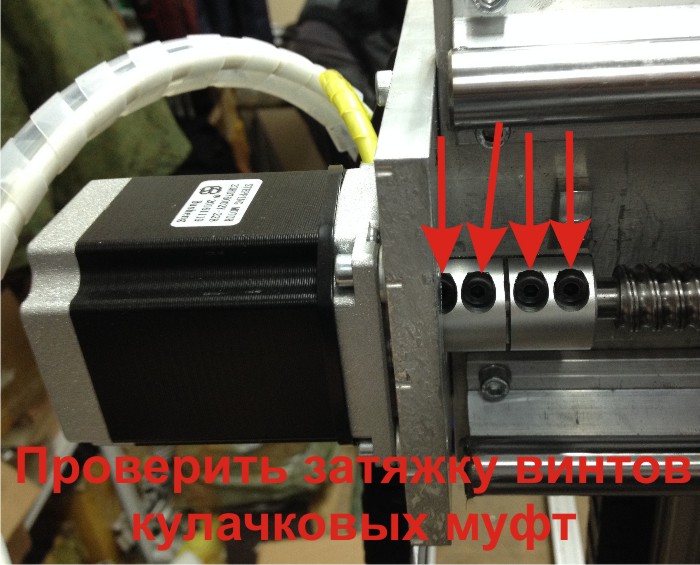
6. Проверить затяжку винтов кулачковых (разрезных) муфт шагового двигателя по всем осям.
7. Проверить состояние опорных блоков линейных подшипников по всем осям (X, Y, Z). Винты должны быть закручены до упора, но без усилий, во избежание повреждений линейных подшипников.

8. При необходимости дополнительно проверить затяжку всех резьбовых соединений и отсутствие люфтов.
Пошаговая инструкция запуска станка с чпу